
Принцип роботи обробки полігонів
Для обробки багатокутних заготовок на токарному верстаті необхідно встановити спеціальний пристрій, як показано на малюнку.

1-Фреза 2-Заготовка 3-Патрон 4-Універсальна муфта 5-Трансмісія 6-Гвинт 7-Нижня пластина
Під час повороту він встановлюється на середню пластину ковзання, щоб заготовка та інструмент оберталися в одному напрямку, а співвідношення швидкості між інструментом та заготовкою з певною кількістю головок інструменту використовується для реалізації відносного руху інструмент і заготовку, щоб вона була реалізована відповідно до правила розробки поверхні формування, завершити обробку квадрата, шестикутника, правильного трикутника, трапеції, барабана, талії, плоского, ромба, неправильний багатокутник і багатокутна заготовка з конусністю.
Наприклад, при обробці рівностороннього трикутника коефіцієнт передачі інструмента на заготовку i = 3, тому траєкторія руху вістря інструмента відносно осі заготовки є періодично повторюваною замкнутою кривою в процесі різання, а середня частина, оточена кривою, утворює наближений трикутник.

Якщо вісь заготовки знаходиться за межами кола руху кінчика інструмента, трикутник, який називається «зовнішнім способом різання», показаний на малюнку a; якщо вісь заготовки знаходиться всередині кола руху кінчика інструмента, це називається «методом внутрішнього різання», і трикутник виглядає так, як показано на малюнку b.
З представлених трикутних фігур видно, незалежно від того, чи використовується метод зовнішнього різання, чи метод внутрішнього різання, поверхні оброблених трикутних заготовок не є плоскими, а є приблизно плоскими гранями дуги кола. Тому згаданий вище спосіб точіння багатокутників можна використовувати тільки в обробці, яка не вимагає високої площинності поверхні.
2 Впровадження більш широко використовуваних інструментів

Наведений вище вступ є традиційною теорією, і в практичних застосуваннях існують різні форми представлення інструменту, принцип той самий, але у вступі принципу інструмент виконує основний рух на шпинделі, деталь виконує допоміжний рух , і в практичних застосуваннях заготовка в основному переміщується на шпинделі.
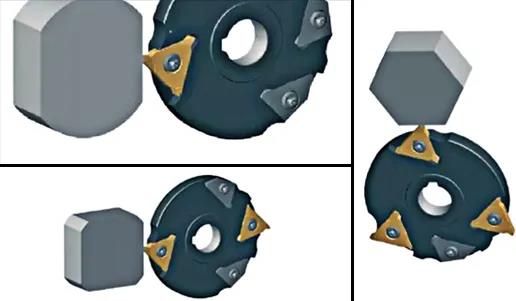
Під час точіння багатокутників літаючий фрезовий диск використовується для вирізання багатокутників (від трьох до восьми сторін) на стороні осесиметричної заготовки. Заготовка (головний шпиндель) і обертовий інструмент (ріжуча головка) працюють разом синхронно, обробляючи робочу поверхню.
Кількість поверхонь різання залежить від передавального числа і кількості ріжучих кромок на ріжучому інструменті. Напрямок обертання заготовки та інструменту протилежний.
Обробка шестикутників
Обробка прямокутника
Фреза з двома лезами використовується для вирізання чотирикутників, а фреза з трьома лезами використовується для вирізання шестикутників і т. д. Якщо використовуються різні передавальні числа або змінюється кількість ріжучих кромок інструменту, великі западини або виступаючий прогин на поверхні заготовки можуть з’явитися дуги.
Завдяки цьому принципу контурна траєкторія, створена вістрям, є точно еліпсом, але крива, реалізована на силовій поверхні ключа, є ділянкою еліпса з більшим радіусом кривизни, тому це не впливає на збірку затягування і послаблення. операційний.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Час публікації: 29 квітня 2020 р