
1. İyi süreç yeteneği. Bir mekanik parça işleme çiziminin çizimini aldığımızda, işleme ekipmanı, aletler, demirbaşlar, kontrol demirbaşlarından işleme maliyetlerine kadar bu çizimin işleme teknolojisini zihnimizde hızlı bir şekilde çözmeliyiz. Bu adımlar en temel yargılara sahiptir ve bunlar Kararlar mesleki yeteneğinize ve mesleki deneyiminize dayalı doğru kararlar olmalıdır. İyi bir proses yeteneği geliştirmek için, işleme teknolojisi bilgisine ek olarak, işlenmiş parçaların bir araya getirdiği ürünler hakkında da tam bir anlayışa sahip olmak gerekir, çünkü bir parçanın işleme gereksinimleri, montaj gereksinimlerine göre formüle edilmelidir. Evet, birçok genç tasarım mühendisi parça tasarımı yaparken bu kadar kapsamlı bir farkındalığa sahip değildir; bu nedenle iyi bir süreç mühendisi yalnızca ürün için makul bir parça işleme teknolojisi tanımlamakla kalmamalı, aynı zamanda ürünü değiştirme ve geliştirme becerisine ve farkındalığına da sahip olmalıdır. tasarım mühendisinin Sapmaları, ürünlerin üretim sürecini optimize etmek için kullanılır. parça yapısı tasarımının rasyonelliği, malzeme seçimi güvenilirliği, hizalama toleransı doğruluğu ve üretim maliyetinin minimizasyonu. Aslında mekanik proses mühendislerinin en büyük değeri de budur.
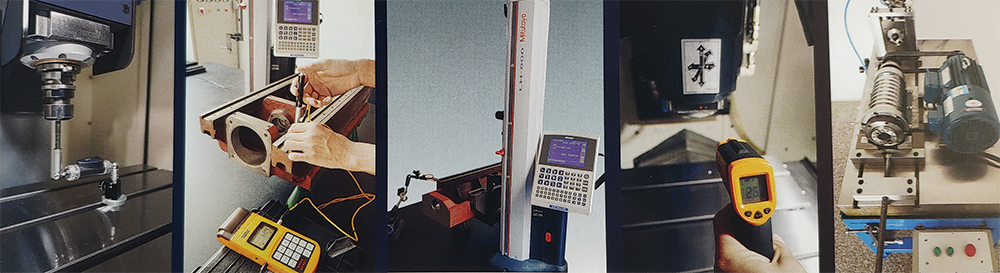
2. Atölyenizin işleme ekipmanına aşina olun. Aşinalık derken kastettiğim, atölyenizdeki çeşitli işleme ekipmanlarının işleme yetenekleri ve kapsamı ile bunların ne tür işleme doğruluğu elde edebilecekleri konusunda bilgi sahibi olmanız gerektiği anlamına gelir.
1) İşleme yetenekleri, atölyenizde ne tür işleme ekipmanları var? Örneğin, tornalama, frezeleme, planyalama, taşlama, delik delme, delme ve diğer takım tezgahları, ne tür parça işleme prosedürlerinin işlenmesi için uygundur, çizim alabilirsiniz Bu parçanın işleme prosedürlerini ve hangi ekipmanın gerekli olduğunu hızlı bir şekilde onaylayabilir Bu işleme prosedürlerini tamamlamak ve ardından işleme yeteneği hakkında bir karara varmak için atölyenizdeki mevcut ekipmanı karşılaştırmak. Bu, nitelikli bir mekanik işleme mühendisinin sahip olması gereken bir şeydir. Aynı zamanda, parçanın işlenmesini tamamlamak için ilgili işleme ekipmanı yoksa, mevcut bazı ekipmanların işleme aralığını özel takımlar veya kesici takımlar aracılığıyla genişletip genişletemeyeceğimizi düşünmeliyiz. . Bu iyi bir proses mühendisi için aynı zamanda oldukça zorlu bir konudur. Çoğu durumda, pes etmediğimiz sürece, sorunu çözmenin her zaman zordan daha fazla yolu vardır.

2) İşleme aralığı esas olarak atölyenizdeki işleme ekipmanının işleme strokunu ifade eder, çünkü birçok ekipman türü aynı olmasına rağmen spesifikasyonları ve boyutları vardır. Büyük ölçekli ekipmanların işleme aralığı doğal olarak daha geniştir. Aldığınızda Bir çizim çizerken, atölyenizdeki işleme ekipmanının çizimin ana hatlarına göre işleme kapasitesine sahip olup olmadığını hızlı bir şekilde belirlemelisiniz. İşlemenin doğruluğunu tartışmayalım, en azından işleme strokunun parçanın boyutunu kapsaması gerektiğini doğrulayalım. Aslında, işleme aralığı söz konusu olduğunda, ekipman strokunu aşan bazı işlenmiş parçaların işlenmesini tek bir kurulum, iki sıkıştırma ve taban yüzeyi konumlandırma ile hala başarabiliyoruz. Önemli olan parçaların işleme teknolojisinde cesur olmaktır. Yenilik ve atılım.
3) İşleme doğruluğu, atölyenizdeki işleme ekipmanının işleme doğruluğunu çok iyi anlamalısınız, hangi tür ekipman hangi işleme doğruluğunu sağlayabilir, özellikle ilgili işleme doğruluğunu elde etmek için çizimlerin gereksinimlerine göre, bu Bu çok Önemlidir, aksi takdirde müşterinin işleme kalitenizi kabul etmesini tamamlayamazsınız. Takım tezgahının işleme doğruluğu sapmışsa, deneyimli mekanik proses mühendisi, iş parçasının bağlama yöntemini, takım tezgahının işleme doğruluğunun sapma yasasına göre ayarlayabilir. Etkili işleme sağlamak için adım adım işleme ve çoklu denetimler parçalardan oluşan. Elbette bu işleme yöntemi özel durumlarda başvurulacak son çaredir. Hassas sapmaları olan ekipmanlar için yine de gereklidir
Zamanında onarım ve bakım çok önemlidir, ancak iyi bir süreç mühendisinin esnek ve eklektik olması gerekir. Bunlar her zaman parça işleme prosesinin temel taşı ve güveni olacaktır. Atölyedeki işçilerin onu görmesi yeterli. Eğer kendinizi bağımlı hissediyorsanız her şeyin kontrol altında olduğunu bilirsiniz.
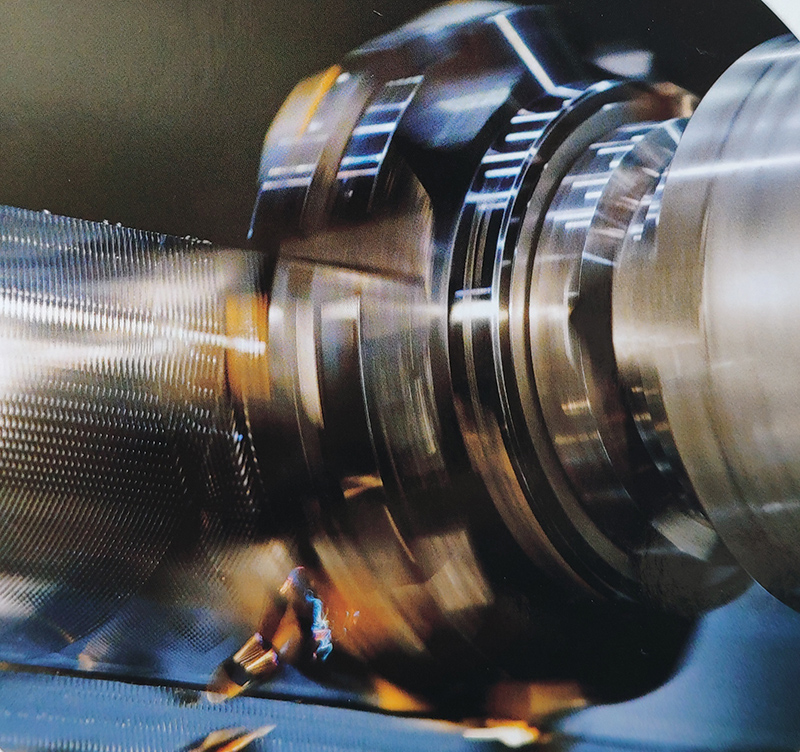
3. İşleme takımları, hangi malzemelerin işlenmesi için ne tür takımların kullanıldığı, hangi işlem hızı ve ilerleme hızının donatıldığı, soğutmanın gerekli olup olmadığı ve kaba işleme, yarı terbiye ve terbiye için ilgili prosedürler bulunmalıdır. Araçların ve işleme parametrelerinin dönüştürülmesi, yalnızca işleme kalitesini ve işleme verimliliğini sağlamamalı, aynı zamanda işleme maliyetini de hesaba katmalıdır; çünkü bu her zaman bir iş davranışıdır ve kar olmadan çalışmak etik değildir ve araçların seçimi önemlidir. çok büyük. Bilgi, çünkü parçaların üretim maliyetiyle yakından ilgilidir. İyi bir takım, yalnızca parçaların işleme kalitesini ve işleme verimliliğini artırmakla kalmaz, aynı zamanda takım tezgahının stabilitesini ve dayanıklılığını da etkili bir şekilde sağlar. Aynı zamanda, parça üretim döngüsünü etkili bir şekilde sağlayabilir ve Makul seçim, bir süreç mühendisinin temel becerisidir ve aynı zamanda bir süreç mühendisi için de öldürücü bir beceridir. Bu beceri büyük ölçüde parayla beslenir, çünkü kişi ancak büyük bir alet deneyi ve işlem birikiminden sonra kendi deneyimini oluşturabilir ve bunun maliyeti Döngünün yüksekliği ve uzunluğu göz korkutucu ve hayranlık uyandırıcıdır.
4. Parçaların şekline ve işleme doğruluğu gereksinimlerine göre işleme fikstürleri, genel veya özel işleme fikstürleri tasarlar. Her mekanik işleme mühendisi için zorunlu dersler ve gerekli beceriler. İyi bir fikstür yalnızca parçaların işleme verimliliğini artırmakla kalmaz, aynı zamanda parçaların işleme doğruluğunun iyileştirilmesi aynı zamanda takım tezgahlarının işleme aralığını genişletebilir ve parça işleme maliyetini azaltabilir. Özellikle bilim ve teknolojinin ilerlemesi, özellikle elektrik kontrol teknolojisinin hızla gelişmesiyle birlikte, mevcut takım fikstürü, elektrikli bileşenlerin kullanımı yoluyla pnömatik ve hidrolik sistemlerin tasarımıyla birlikte otomasyon yönünde giderek ilerlemektedir. Profesyonel otomatik fikstür seti, modern işleme prosesinde, özellikle seri işlenmiş ürünlerde ve otomatik fikstür gerektiren çok sayıda uygulamada standart bir aksesuar haline geldi. Bu, yalnızca işçilerin kelepçeleme verimliliğini büyük ölçüde artırmakla kalmaz, aynı zamanda büyük ölçüde azaltır. Çalışanların emek yoğunluğunu azaltır, çalışma ortamını iyileştirir, ve operasyonel güvenliği artırır. Aynı zamanda parça kalitesi konusunda da büyük bir garantiye sahiptir.
5. Denetim araçlarının işlenmesi. Aslında pek çok kişi bir parçanın işlenmesinin tamamlanmasının işin tamamlandığı, paranın toplanıp bırakılabileceği anlamına geldiğini düşünüyor. Aslında bu büyük bir hatadır. Her parçanın ve her işleme prosedürünün ilgili donanımlarla donatılması gerekir. Bu şekilde parçaların işleme kalitesi garanti edilebilir ve sonunda kapsamlı bir kalite denetimi yapılmalıdır. Parçaların boyut ve şekil tolerans gereksinimlerine, pürüzlülük standartlarına vb. göre parçaların kapsamlı bir kalite değerlendirmesi yapılabilir. Ancak bu işlemlerden sonra her parçanın işlenmesinin tamamlandığı söylenebilir. Müşterilerden para istemek için, eski devlete ait işletmelerde, her atölye standart olarak bir kalite kontrol istasyonuyla donatılacak ve kalite kontrol personeli, iş parçalarının kalite kontrolüne yönelik standartlara sahip olacak.
Takım ekipmanı ve çalıştırma prosedürleri daha profesyoneldir ve parçaların dolaşım sertifikası olarak standart muayene belgeleri kullanılır. İyi bir proses mühendisi, parçaların kalite kontrolünün spesifikasyonları, prosedürleri ve muayeneleri hakkında genel bir anlayışa ve aşinalığa sahip olmalıdır, ancak bu şekilde parçaların işleme teknolojisini formüle edebilir ve kaliteli ürünler üretebiliriz.
6. Parça işleme maliyetini kontrol edin. Maliyeti hesaba katmayan her türlü mekanik işleme holigan denir. Bu davranış tavukları öldürüp yumurta almakla eşdeğerdir. Sıradan insanların yapabileceği bir şey değil. İyi bir mekanik işleme mühendisi sadece çeşitli parçaların işlenmesini mükemmel bir şekilde tamamlamakla kalmaz, aynı zamanda tüm işleme sürecinin maliyetini en aza indirebilir, böylece bir mekanik işleme mühendisinin görevini yerine getirdiği düşünülebilir. Her başarılı teknoloji mühendisinin en büyük değeri parçaların işlenmesidir. Birçok kişi maliyet kontrolünün parçaların işleme kalitesini kavramak olduğunu düşünür. Aslında günümüz piyasa ekonomisinde maliyet ve kalite, işletmeler için iki ucu keskin bir kılıç haline gelmiştir. Dikkatli olmazsanız her iki bıçak da insanlara zarar verebilir. Maliyet kontrollü işleme kalitesi, etkili işleme kalitesidir, aksi takdirde gerçekten bir holigandır.
If you'd like to speak to a member of the Anebon team, please get in touch at info@anebon.com
Gönderim zamanı: Şubat-06-2021