
Prinsipyo ng pagtatrabaho ng pagproseso ng polygon
Para sa pagproseso ng mga polygonal workpiece sa isang lathe, kailangang mai-install ang isang espesyal na aparato tulad ng ipinapakita sa figure.

1-Cutter 2-Workpiece 3-Chuck 4-Universal coupling 5-Transmission 6-Screw 7-Bottom plate
Kapag lumiliko, naka-install ito sa gitnang slide plate upang gawin ang workpiece at ang tool na paikutin sa parehong direksyon, at ang ratio ng bilis na relasyon sa pagitan ng tool at workpiece na may isang tiyak na bilang ng mga tool head ay ginagamit upang mapagtanto ang kamag-anak na paggalaw ng ang tool at ang workpiece, upang ito ay maisakatuparan ayon sa panuntunan sa pag-unlad Pagbuo ng ibabaw, kumpletuhin ang pagproseso ng square, hexagon, regular triangle, trapezoid, drum, baywang, flat, brilyante, irregular polygon at polygonal workpiece na may taper.
Halimbawa, kapag nagpoproseso ng equilateral triangle, ang transmission ratio ng tool sa workpiece ay i = 3, kaya ang trajectory ng tool tip na nauugnay sa axis ng workpiece ay isang pana-panahong paulit-ulit na closed curve sa panahon ng proseso ng pagputol, at ang ang gitnang bahagi na napapalibutan ng kurba ay bumubuo ng isang tinatayang tatsulok.

Kung ang workpiece axis ay nasa labas ng tool tip motion circle, ang tatsulok na tinatawag na "outer cutting method" ay ipinapakita sa Figure a; kung ang workpiece axis ay nasa loob ng tool tip motion circle, ito ay tinatawag na "inner cutting method", at ang tatsulok ay lilitaw tulad ng Figure b na nagpapakita.
Ito ay makikita mula sa mga tatsulok na figure na ipinakita, kung ang panlabas na paraan ng pagputol o ang panloob na paraan ng pagputol ay ginagamit, ang mga ibabaw ng naprosesong tatsulok na workpiece ay hindi patag, ngunit mga pabilog na arc na mukha na humigit-kumulang patag. Samakatuwid, ang paraan ng pag-ikot ng mga polygon na nabanggit sa itaas ay maaari lamang itong gamitin sa pagproseso na hindi nangangailangan ng mataas na flatness sa ibabaw.
2 Pagpapakilala ng mas malawak na ginagamit na mga tool

Ang pagpapakilala sa itaas ay isang tradisyonal na teorya, at sa mga praktikal na aplikasyon mayroong iba't ibang anyo ng pagtatanghal ng tool, ang prinsipyo ay pareho, ngunit sa pagpapakilala ng prinsipyo, ang tool ay gumagawa ng pangunahing paggalaw sa spindle, ang workpiece ay gumagawa ng auxiliary motion. , at sa Sa mga praktikal na aplikasyon, ang workpiece ay pangunahing inililipat sa spindle.
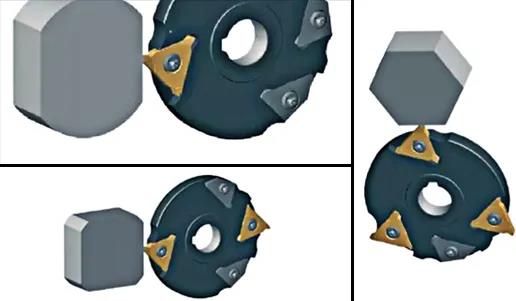
Sa pagliko ng polygon, ginagamit ang flying cutter disk upang gupitin ang mga polygon (tatlo hanggang walong gilid) sa gilid ng isang axisymmetric na workpiece. Ang work piece (pangunahing spindle) at rotating tool (flying cutter head) ay nagtutulungan nang sabay-sabay na pinagsama upang makina ang gumaganang ibabaw.
Ang bilang ng mga cut surface ay depende sa transmission ratio at ang bilang ng cutting edge sa cutting tool. Ang direksyon ng pag-ikot ng workpiece at ang tool ay kabaligtaran.
Pagproseso ng Hexagons
Pagproseso ng Parihaba
Ang cutter na may dalawang blades ay ginagamit upang gupitin ang mga quadrilaterals, at ang cutter na may tatlong blades ay ginagamit upang gupitin ang mga hexagons, atbp. Kung ang iba't ibang mga ratio ng transmission ay ginagamit o ang bilang ng mga cutting edge ng tool ay binago, malalaking depressions o protruding deflection maaaring lumitaw ang mga arko sa ibabaw ng workpiece.
Dahil sa prinsipyong ito, ang outline trajectory na nabuo ng tip point ay eksaktong isang ellipse, ngunit ang curve na ipinatupad sa force surface ng wrench ay ang seksyon ng ellipse na may mas malaking radius ng curvature, kaya hindi ito nakakaapekto sa assembly ng humihigpit at lumuluwag. nagpapatakbo.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Oras ng post: Abr-29-2020