
బహుభుజి ప్రాసెసింగ్ యొక్క పని సూత్రం
లాత్పై బహుభుజి వర్క్పీస్లను ప్రాసెస్ చేయడానికి, చిత్రంలో చూపిన విధంగా ప్రత్యేక పరికరాన్ని ఇన్స్టాల్ చేయాలి.

1-కట్టర్ 2-వర్క్పీస్ 3-చక్ 4-యూనివర్సల్ కప్లింగ్ 5-ట్రాన్స్మిషన్ 6-స్క్రూ 7-బాటమ్ ప్లేట్
తిరిగేటప్పుడు, వర్క్పీస్ మరియు సాధనం ఒకే దిశలో తిరిగేలా చేయడానికి ఇది మిడిల్ స్లయిడ్ ప్లేట్లో ఇన్స్టాల్ చేయబడుతుంది మరియు నిర్దిష్ట సంఖ్యలో టూల్ హెడ్లతో సాధనం మరియు వర్క్పీస్ మధ్య స్పీడ్ రేషియో రిలేషన్షిప్ సాపేక్ష కదలికను గ్రహించడానికి ఉపయోగించబడుతుంది. సాధనం మరియు వర్క్పీస్, తద్వారా అభివృద్ధి నియమం ప్రకారం ఉపరితలం ఏర్పడటం ద్వారా గ్రహించబడుతుంది, చదరపు, షడ్భుజి, సాధారణ త్రిభుజం, ట్రాపజోయిడ్, డ్రమ్, నడుము, ప్రాసెసింగ్ను పూర్తి చేయండి. ఫ్లాట్, డైమండ్, క్రమరహిత బహుభుజి మరియు టేపర్తో బహుభుజి వర్క్పీస్.
ఉదాహరణకు, ఒక సమబాహు త్రిభుజాన్ని ప్రాసెస్ చేస్తున్నప్పుడు, వర్క్పీస్కు సాధనం యొక్క ప్రసార నిష్పత్తి i = 3, కాబట్టి వర్క్పీస్ యొక్క అక్షానికి సంబంధించి సాధన చిట్కా యొక్క పథం కట్టింగ్ ప్రక్రియలో క్రమానుగతంగా పునరావృతమయ్యే మూసివేసిన వక్రరేఖ, మరియు వక్రరేఖ చుట్టూ ఉన్న మధ్య భాగం సుమారుగా త్రిభుజాన్ని ఏర్పరుస్తుంది.

వర్క్పీస్ అక్షం టూల్ టిప్ మోషన్ సర్కిల్ వెలుపల ఉన్నట్లయితే, "బాహ్య కట్టింగ్ పద్ధతి" అనే త్రిభుజం మూర్తి aలో చూపబడింది; వర్క్పీస్ అక్షం టూల్ టిప్ మోషన్ సర్కిల్లో ఉంటే, దానిని "అంతర్గత కట్టింగ్ మెథడ్" అంటారు, మరియు త్రిభుజం ఫిగర్ బి చూపినట్లుగా కనిపిస్తుంది.
ప్రదర్శించిన త్రిభుజాకార బొమ్మల నుండి, బాహ్య కట్టింగ్ పద్ధతి లేదా అంతర్గత కట్టింగ్ పద్ధతిని ఉపయోగించినట్లయితే, ప్రాసెస్ చేయబడిన త్రిభుజాకార వర్క్పీస్ల ఉపరితలాలు ఫ్లాట్గా ఉండవు, కానీ వృత్తాకార ఆర్క్ ముఖాలు దాదాపుగా ఫ్లాట్గా ఉంటాయి. అందువల్ల, పైన పేర్కొన్న బహుభుజాలను మార్చే పద్ధతి మాత్రమే అధిక ఉపరితల ఫ్లాట్నెస్ అవసరం లేని ప్రాసెసింగ్లో ఉపయోగించబడుతుంది.
2 విస్తృతంగా ఉపయోగించే సాధనాల పరిచయం

పై పరిచయం సాంప్రదాయ సిద్ధాంతం, మరియు ఆచరణాత్మక అనువర్తనాల్లో సాధన ప్రదర్శన యొక్క వివిధ రూపాలు ఉన్నాయి, సూత్రం ఒకటే, కానీ సూత్రం పరిచయంలో, సాధనం కుదురుపై ప్రధాన కదలికను చేస్తుంది, వర్క్పీస్ సహాయక కదలికను చేస్తుంది. , మరియు ప్రాక్టికల్ అప్లికేషన్లలో, వర్క్పీస్ ప్రధానంగా కుదురుపై తరలించబడుతుంది.
బహుభుజి టర్నింగ్లో, యాక్సిసిమెట్రిక్ వర్క్పీస్ వైపు బహుభుజాలను (మూడు నుండి ఎనిమిది వైపులా) కత్తిరించడానికి ఫ్లయింగ్ కట్టర్ డిస్క్ ఉపయోగించబడుతుంది. వర్క్ పీస్ (మెయిన్ స్పిండిల్) మరియు రొటేటింగ్ టూల్ (ఫ్లయింగ్ కట్టర్ హెడ్) కలిసి పని చేసే ఉపరితలాన్ని మెషిన్ చేయడానికి సింక్రోనస్గా కపుల్డ్ పద్ధతిలో పని చేస్తాయి.
కట్ ఉపరితలాల సంఖ్య ప్రసార నిష్పత్తి మరియు కట్టింగ్ సాధనంపై కట్టింగ్ అంచుల సంఖ్యపై ఆధారపడి ఉంటుంది. వర్క్పీస్ మరియు సాధనం యొక్క భ్రమణ దిశ వ్యతిరేకం.
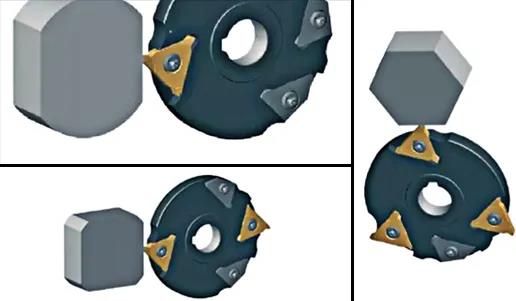
ప్రాసెసింగ్ షడ్భుజులు
ప్రాసెసింగ్ దీర్ఘ చతురస్రం
రెండు బ్లేడ్లతో కూడిన కట్టర్ చతుర్భుజాలను కత్తిరించడానికి ఉపయోగించబడుతుంది మరియు మూడు బ్లేడ్లతో కూడిన కట్టర్ షడ్భుజులను కత్తిరించడానికి ఉపయోగించబడుతుంది. వర్క్పీస్ ఉపరితలంపై ఆర్క్లు కనిపించవచ్చు.
ఈ సూత్రం కారణంగా, చిట్కా బిందువు ద్వారా రూపొందించబడిన రూపురేఖల పథం ఖచ్చితంగా దీర్ఘవృత్తాకారంగా ఉంటుంది, అయితే రెంచ్ యొక్క శక్తి ఉపరితలంపై అమలు చేయబడిన వక్రరేఖ వక్రత యొక్క పెద్ద వ్యాసార్థంతో దీర్ఘవృత్తాకార విభాగం, కాబట్టి ఇది అసెంబ్లీని ప్రభావితం చేయదు. బిగించడం మరియు పట్టుకోల్పోవడం. ఆపరేటింగ్.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
పోస్ట్ సమయం: ఏప్రిల్-29-2020