
1. God processförmåga. När vi får en ritning av en ritning för bearbetning av mekaniska delar måste vi snabbt räkna ut processtekniken för denna ritning i vårt sinne, från bearbetningsutrustning, verktyg, fixturer, kontroll av fixturer till bearbetningskostnader. Dessa steg har de mest grundläggande bedömningarna, och dessa bedömningar måste vara korrekta bedömningar baserade på din professionella förmåga och yrkeserfarenhet. För att utveckla en god processförmåga, utöver kunskapen om processteknik, är det också nödvändigt att ha en full förståelse för de produkter som monteras av de bearbetade delarna, eftersom bearbetningskraven för en del måste formuleras utifrån monteringskraven av en produkt Ja, många unga designingenjörer har inte så omfattande medvetenhet när de gör deldesign, så en bra processingenjör måste inte bara definiera en rimlig delbearbetningsteknik för produkten, utan också ha förmågan och medvetenhet för att modifiera och förbättra konstruktionsingenjörens Avvikelser används för att optimera tillverkningsprocessen för produkter utifrån rationaliteten i design av delstruktur, tillförlitlighet i materialval, noggrannhet i uppriktningstolerans och minimering av tillverkningskostnader. I själva verket är detta det största värdet av mekaniska processingenjörer.
2. Bekant med bearbetningsutrustningen i din verkstad. Vad jag menar med förtrogenhet innebär att du måste känna till bearbetningskapaciteten och omfattningen av de olika bearbetningsutrustningarna i din verkstad, och vilken typ av bearbetningsnoggrannhet de kan uppnå.
1) Bearbetningsmöjligheter, vilken typ av bearbetningsutrustning har din verkstad? Till exempel svarvning, fräsning, hyvling, slipning, borrning, borrning och andra verktygsmaskiner, vilken typ av bearbetningsprocedurer för delar är de lämpliga för bearbetning, du kan få en ritning Kan snabbt bekräfta bearbetningsprocedurerna för denna del och vilken utrustning som krävs att slutföra dessa bearbetningsprocedurer och sedan jämföra den befintliga utrustningen i din verkstad för att göra en bedömning av bearbetningsförmågan. Detta är en kvalificerad mekanisk bearbetningsingenjör måste ha. Samtidigt, om det inte finns någon motsvarande bearbetningsutrustning för att slutföra bearbetningen av delen, måste vi överväga om vi kan utöka bearbetningsområdet för viss befintlig utrustning genom specialverktyg eller skärverktyg . Detta är för en bra processingenjör. Det är också ett mycket utmanande ämne. I många fall, så länge vi inte ger upp, finns det alltid fler sätt att lösa problemet än svårt.

2) Bearbetningsintervallet hänvisar huvudsakligen till bearbetningstakten för bearbetningsutrustningen i din verkstad, för även om många utrustningstyper är lika, har de specifikationer och storlekar. Bearbetningsutbudet för storskalig utrustning är naturligtvis större. När du får det När du ritar en ritning måste du snabbt avgöra om bearbetningsutrustningen i din verkstad är kapabel att bearbeta enligt ritningens konturmått. Låt oss inte diskutera bearbetningens noggrannhet, åtminstone bekräfta att bearbetningsslaget måste täcka delens storlek. Faktum är att när det gäller bearbetningsområdet kan vi fortfarande uppnå bearbetning av vissa bearbetade delar som överstiger utrustningens slaglängd med en installation, två fastspänningar och basytans positionering. Nyckeln är att vara djärv i bearbetningstekniken för delarna. Innovation och genombrott.
3) Bearbetningsnoggrannhet, du måste ha en mycket god förståelse för bearbetningsnoggrannheten för bearbetningsutrustningen i din verkstad, vilken typ av utrustning kan uppnå vilken bearbetningsnoggrannhet, särskilt enligt kraven i ritningarna för att uppnå motsvarande bearbetningsnoggrannhet, detta är mycket viktigt, annars kommer du inte att kunna fullfölja kundens acceptans av din bearbetningskvalitet. Om bearbetningsnoggrannheten för verktygsmaskinen har avvikit, kan den erfarna mekaniska processingenjören justera arbetsstyckets fastspänningsmetod genom avvikelselagen för bearbetningsnoggrannheten för verktygsmaskinen Steg-för-steg-bearbetning och flera inspektioner för att uppnå effektiv bearbetning av delar. Naturligtvis är denna bearbetningsmetod en sista utväg under speciella omständigheter. För utrustning med precisionsavvikelser är det fortfarande nödvändigt
Reparation och underhåll i rätt tid är kung, men en bra processingenjör måste vara flexibel och eklektisk. De kommer alltid att vara hörnstenen och förtroendet i bearbetningsprocessen för delar. Arbetarna i verkstaden behöver bara se honom. Om du känner dig beroende vet du att allt är under kontroll.
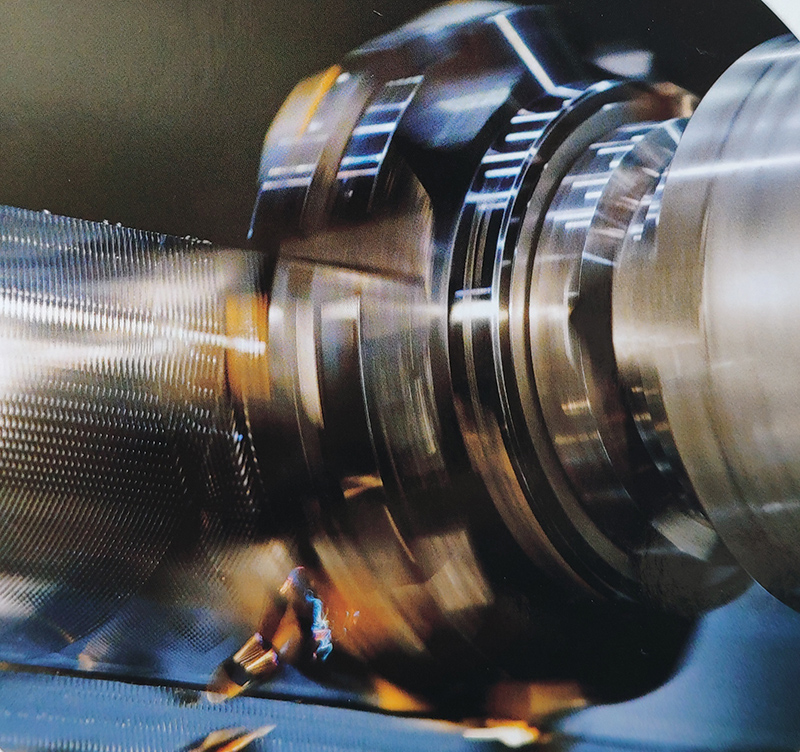
3. Bearbetningsverktyg, vilken typ av verktyg som används för bearbetning av vilka material, vilken bearbetningshastighet och matningshastighet som är utrustade, om kylning behövs, och det bör finnas motsvarande procedurer för grovbearbetning, halvbearbetning och finbearbetning. Omvandlingen av verktyg och bearbetningsparametrar måste inte bara säkerställa bearbetningskvaliteten och bearbetningseffektiviteten, utan också ta hänsyn till bearbetningskostnaden, eftersom detta alltid är ett affärsbeteende, och det är oetiskt att arbeta utan vinst, och valet av verktyg är mycket stor. Kunskap, eftersom det är nära relaterat till tillverkningskostnaden för delarna. Ett bra verktyg kan inte bara förbättra bearbetningskvaliteten och bearbetningseffektiviteten för delarna, utan också effektivt säkerställa verktygsmaskinens stabilitet och hållbarhet. Samtidigt kan det effektivt säkerställa cykeln för delproduktionen och det rimliga urvalet är den grundläggande färdigheten för en processingenjör, och det är också en mördande färdighet för en processingenjör. Till stor del matas denna färdighet med pengar, för först efter ett stort verktygsexperiment och bearbetningsackumulering kan man bilda sin egen erfarenhet, och dess kostnad. Höjden och längden på cykeln är skrämmande och imponerande.
4. Bearbetningsfixturer, enligt formen på delar och krav på bearbetningsnoggrannhet, design av allmänna eller speciella bearbetningsfixturer. Obligatoriska kurser och nödvändiga färdigheter för varje maskinbearbetningsingenjör. En bra fixtur kan inte bara förbättra bearbetningseffektiviteten för delar, utan också avsevärt. Förbättringen av bearbetningsnoggrannheten för delar kan också utöka bearbetningsområdet för verktygsmaskiner och minska kostnaderna för bearbetning av delar. Speciellt med vetenskapens och teknikens framsteg, särskilt den snabba utvecklingen av elektrisk styrteknik, har den nuvarande verktygsfixturen gradvis gått framåt i riktning mot automatisering, kombinerat med designen av pneumatiska och hydrauliska system, genom användning av elektriska komponenter, en uppsättning professionella automatiserade fixturer har blivit ett standardtillbehör i den moderna bearbetningsprocessen, speciellt för massbearbetade produkter, och ett stort antal applikationer som kräver automatiserade fixturer. förbättrar bara effektiviteten av arbetarnas klämning avsevärt, men minskar också avsevärt arbetsintensiteten för arbetare, förbättrar arbetsmiljön och förbättrar driftsäkerheten. Samtidigt har den också en stor garanti för kvaliteten på delar.
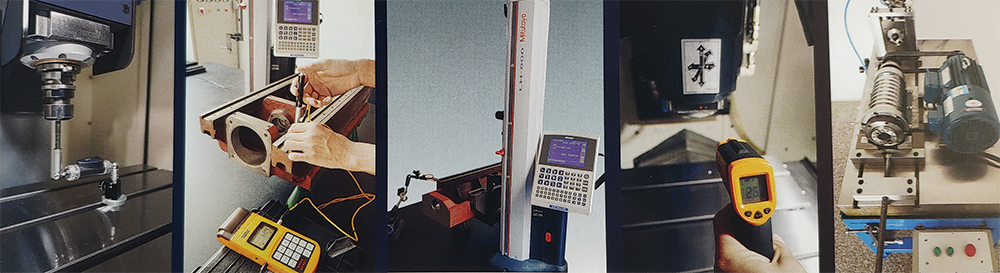
5. Bearbetningsinspektionsverktyg. Faktum är att många tror att slutförandet av bearbetningen av en del innebär att arbetet är slutfört, och pengarna kan samlas in och lämnas. I själva verket är detta ett stort misstag. Varje del och varje bearbetningsprocedur behöver förses med motsvarande På detta sätt kan bearbetningskvaliteten på delarna garanteras, och en omfattande kvalitetskontroll måste göras i slutet. Beroende på delarnas storlek och formtoleranskrav, grovhetsstandarder etc. kan en omfattande kvalitetsutvärdering av delarna utföras. Först efter dessa processer kan man säga att bearbetningen av varje del är klar. Från ansiktet till att be kunder om pengar, i gamla statliga företag kommer varje verkstad att vara utrustad med en kvalitetsinspektionsstation som standard, och kvalitetsinspektionspersonalen har standarder för kvalitetsinspektion av arbetsstyckena.
Verktygsutrustningen och driftsprocedurerna är mer professionella och standardinspektionsdokument används som cirkulationscertifikat för delarna. En bra processingenjör måste ha en allmän förståelse och förtrogenhet med specifikationerna för kvalitetskontrollen av delarna, procedurerna och inspektionerna, bara på detta sätt, Endast på detta sätt kan vi formulera bearbetningstekniken för delar och producera kvalificerade produkter.
6. Kontrollera kostnaden för bearbetning av delar. All mekanisk bearbetning som inte räknar kostnaden kallas huliganer. Detta beteende är liktydigt med att döda höns och få ägg. Det är inget vanliga människor kan göra. En bra maskinbearbetningsingenjör kan inte bara vara perfekt För att slutföra bearbetningen av olika delar kan den också minimera kostnaden för hela bearbetningsprocessen, så att den kan betraktas som en maskinbearbetningsingenjörs uppgift. Vilken fantastisk teknikingenjör som helst, dess största värde är bearbetningen av delar Många tror att kostnadskontroll är greppet om bearbetningskvaliteten på delar. Faktum är att i dagens marknadsekonomi har kostnad och kvalitet blivit ett tveeggat svärd för företag. Om du inte är försiktig kan båda bladen skada människor. Kostnadskontrollerbar bearbetningskvalitet är den effektiva bearbetningskvaliteten, annars är det verkligen en huligan.
If you'd like to speak to a member of the Anebon team, please get in touch at info@anebon.com
Posttid: 2021-06-06