
1. Kamampuh prosés alus. Nalika urang kéngingkeun gambar gambar ngolah bagian mékanis, urang kedah gancang ngerjakeun téknologi ngolah gambar ieu dina pikiran urang, tina ngolah alat, alat, perlengkapan, mariksa peralatan pikeun ngolah biaya Léngkah-léngkah ieu ngagaduhan pertimbangan anu paling dasar, sareng ieu judgments kedah janten judgments akurat dumasar kana kamampuh profésional anjeun sarta pangalaman profésional. Pikeun ngembangkeun kamampuan prosés anu saé, sajaba pangaweruh ngeunaan téknologi pamrosésan, éta ogé kedah gaduh pamahaman anu lengkep ngeunaan produk anu dirakit ku bagian-bagian anu diolah, sabab sarat ngolah hiji bagian kedah dirumuskeun dumasar kana sarat rakitan. Leres, seueur insinyur desain ngora henteu gaduh kasadaran komprehensif sapertos nalika ngalakukeun desain bagian, janten insinyur prosés anu saé henteu ngan ukur kedah ngartikeun téknologi pangolahan bagian anu wajar pikeun produk, tapi ogé gaduh kamampuan sareng kasadaran pikeun ngarobih sareng ningkatkeun desain insinyur urang simpangan téh digunakeun pikeun ngaoptimalkeun prosés manufaktur produk tina rasionalitas desain struktur bagian, réliabilitas pilihan bahan, akurasi kasabaran alignment, sareng ngaminimalkeun biaya manufaktur. Nyatana, ieu mangrupikeun nilai anu paling hébat pikeun insinyur prosés mékanis.
2. Wawuh jeung alat ngolah bengkel anjeun. Anu dimaksud ku familiarity ngandung harti yén anjeun kedah wawuh sareng kamampuan ngolah sareng ruang lingkup rupa-rupa alat ngolah di bengkel anjeun, sareng jinis akurasi ngolah anu tiasa dihontal.
1) Kamampuhan mesin, naon jinis alat ngolah bengkel anjeun? Contona, péngkolan, panggilingan, planing, grinding, boring, pangeboran sarta parabot mesin sejen, jenis prosedur ngolah bagian naon maranéhna cocog pikeun ngolah, anjeun bisa meunangkeun gambar a. pikeun ngarengsekeun prosedur pangolahan ieu, teras bandingkeun alat-alat anu aya di bengkel anjeun pikeun ngadamel penilaian kamampuan ngolah. Ieu mangrupikeun insinyur pamrosésan mékanis anu mumpuni kedah gaduh Dina waktos anu sami, upami teu aya alat ngolah anu saluyu pikeun ngarengsekeun pamrosésan bagian, urang kedah mertimbangkeun naha urang tiasa ngalegaan kisaran ngolah sababaraha alat anu tos aya ngaliwatan alat khusus atanapi alat motong . Ieu kanggo insinyur prosés anu saé Éta ogé mangrupikeun subjek anu nangtang. Dina loba kasus, salami urang teu nyerah, aya salawasna leuwih cara pikeun ngajawab masalah ti hésé.

2) rentang processing, utamana nujul kana stroke processing tina alat-alat ngolah di workshop anjeun, sabab sanajan loba jenis parabot anu sarua, maranéhna mibanda spésifikasi jeung ukuran. Kisaran ngolah alat-alat skala ageung sacara alami langkung ageung. Nalika anjeun kéngingkeun Nalika ngagambar gambar, anjeun kedah gancang-gancang nangtukeun naha alat-alat ngolah di bengkel anjeun tiasa diolah dumasar kana dimensi outline gambar. Hayu urang teu ngabahas akurasi processing, sahenteuna mastikeun yén stroke processing kudu nutupan ukuran bagian. Kanyataanna, sajauh rentang processing prihatin, urang masih bisa ngahontal ngolah sababaraha bagian olahan nu ngaleuwihan stroke parabot ku hiji instalasi, dua clamping, sarta positioning permukaan base. konci téh jadi kandel dina téhnologi processing bagian. Inovasi sareng terobosan.
3) akurasi Machining, Anjeun kudu boga pamahaman pohara alus ngeunaan akurasi processing alat ngolah di bengkel anjeun, jenis parabot bisa ngahontal naon processing akurasi, utamana nurutkeun sarat tina gambar pikeun ngahontal akurasi processing pakait, ieu Penting pisan, upami henteu, anjeun moal tiasa ngarengsekeun nampi palanggan ngeunaan kualitas mesin anjeun. Upami katepatan mesin tina alat mesin parantos nyimpang, insinyur prosés mékanis anu ngalaman tiasa nyaluyukeun metodeu clamping workpiece ku hukum simpangan tina akurasi mesin alat mesin Step-by-step processing sareng sababaraha pamariksaan pikeun ngahontal pamrosésan anu efektif. tina bagian. Tangtosna, metode ngolah ieu mangrupikeun jalan terakhir dina kaayaan khusus. Pikeun alat-alat sareng panyimpangan presisi, masih diperyogikeun
Perbaikan sareng pangropéa tepat waktuna raja, tapi insinyur prosés anu saé kedah fleksibel sareng eklektik. Aranjeunna bakal salawasna jadi cornerstone jeung kapercayaan tina prosés ngolah bagian. Pagawe di bengkel ngan ukur kedah ningali anjeunna. Lamun ngarasa gumantung, anjeun terang yen sagalana dina kontrol.
3. Machining parabot, jenis parabot dipaké pikeun ngolah bahan naon, naon speed processing jeung laju feed dilengkepan, naha cooling diperlukeun, sarta kudu aya prosedur saluyu pikeun machining kasar, semi-finishing na pagawean. Transformasi alat sareng parameter pamrosésan henteu ngan ukur kedah mastikeun kualitas pamrosésan sareng efisiensi pamrosésan, tapi ogé tumut kana biaya pamrosésan, sabab ieu mangrupikeun kabiasaan bisnis, sareng henteu étis pikeun beroperasi tanpa kauntungan, sareng pilihan alatna nyaéta badag pisan. Pangaweruh, sabab raket patalina jeung ongkos manufaktur bagian. Alat anu saé henteu ngan ukur tiasa ningkatkeun kualitas pamrosésan sareng efisiensi ngolah bagian, tapi ogé sacara efektif mastikeun stabilitas sareng daya tahan alat mesin. Dina waktos anu sami, éta sacara efektif tiasa mastikeun siklus produksi bagian sareng Pilihan anu Wajar mangrupikeun kaahlian dasar insinyur prosés, sareng éta ogé mangrupikeun kaahlian pembunuh insinyur prosés. Pikeun extent badag, skill ieu fed duit, sabab ngan sanggeus hiji alat ékspérimén badag sarta akumulasi ngolah bisa ngabentuk pangalaman sorangan, jeung ongkos na Jangkungna sarta panjang siklus nu daunting jeung pikaheraneun-mereun.
4. fixtures Machining, nurutkeun bentuk bagian jeung sarat akurasi machining, rarancang fixtures processing umum atawa husus. Kursus-kursus wajib sareng kaahlian anu dipikabutuh pikeun unggal insinyur pangolahan mékanis. A fixture alus teu ngan bisa ngaronjatkeun efisiensi processing bagian, tapi ogé greatly Perbaikan akurasi machining bagian ogé bisa dilegakeun rentang processing pakakas mesin jeung ngurangan biaya processing bagian. Utamana jeung kamajuan sains jeung téhnologi, utamana ngembangkeun gancang tina téhnologi kontrol listrik, nu fixture tooling ayeuna geus laun Pindah ka hareup dina arah automation, digabungkeun jeung desain sistem pneumatic sarta hidrolik, ngaliwatan pamakéan komponén listrik, a set of fixtures otomatis profésional geus jadi aksésori baku dina prosés machining modern, utamana pikeun produk massa-prosés, sarta angka nu gede ngarupakeun aplikasi anu merlukeun fixtures otomatis , Ieu mah ngan saukur greatly ngaronjatkeun efisiensi clamping pagawe ', tapi ogé greatly ngurangan inténsitas kuli pagawe, ngaronjatkeun lingkungan gawé, sarta ngaronjatkeun kaamanan operasional. Dina waktos anu sami, éta ogé gaduh jaminan anu saé pikeun kualitas bagian.
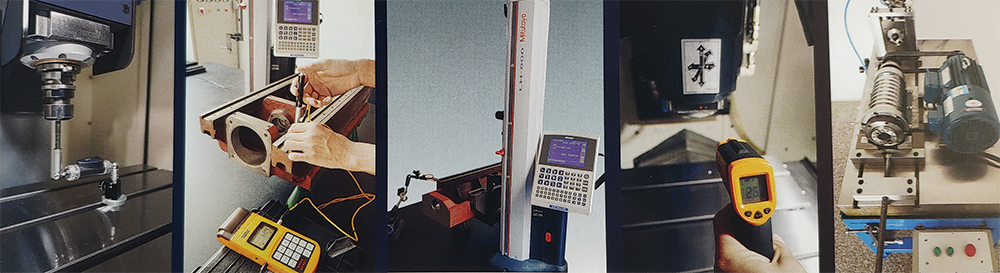
5. Ngolah parabot inspeksi. Kanyataanna, loba jalma mikir yén parantosan ngolah bagian hartina karya geus réngsé, sarta duit bisa dikumpulkeun sarta ditinggalkeun. Kanyataanna, ieu téh kasalahan badag. Masing-masing bagian sareng unggal prosedur pamrosésan kedah dilengkepan ku cara ieu, kualitas pamrosésan bagian tiasa dijamin, sareng pamariksaan kualitas komprehensif kedah dilakukeun dina tungtungna. Numutkeun sarat kasabaran ukuran sareng bentuk bagian, standar kasar, sareng sajabana, evaluasi kualitas komprehensif bagian tiasa dilaksanakeun. Ngan sanggeus prosés ieu bisa disebutkeun yen ngolah unggal bagian geus réngsé. Ti raray nanya konsumén duit, dina usaha-milik nagara heubeul, unggal workshop bakal dilengkepan stasiun inspeksi kualitas salaku baku, sarta tanaga inspeksi kualitas boga standar pikeun inspeksi kualitas workpieces.
Alat-alat perkakas sareng prosedur operasi langkung profésional sareng dokumén pamariksaan standar dianggo salaku sertipikat sirkulasi bagian. Insinyur prosés anu saé kedah gaduh pamahaman umum sareng familiarity sareng spésifikasi pamariksaan kualitas bagian, prosedur sareng pamariksaan, ngan ku cara ieu, Ngan ku cara ieu urang tiasa ngarumuskeun téknologi pangolahan bagian sareng ngahasilkeun produk anu mumpuni.
6. Kontrol biaya ngolah bagian. Sagala pamrosésan mékanis anu henteu ngitung biaya disebut hooligans. Kalakuan ieu sarua jeung meuncit hayam jeung meunang endog. Éta sanés hal anu tiasa dilakukeun ku jalma biasa. Insinyur pangolahan mékanis anu saé henteu ngan ukur sampurna Pikeun ngarengsekeun pamrosesan sababaraha bagian, éta ogé tiasa ngaminimalkeun biaya sadaya prosés pamrosésan, ku kituna tiasa dianggap ngalaksanakeun tugas insinyur pangolahan mékanis. Sakur insinyur téknologi anu saé, nilai anu paling hébat nyaéta ngolah bagian-bagian Seueur jalma nganggap yén kontrol biaya mangrupikeun keupeul kualitas pangolahan bagian. Nyatana, dina ékonomi pasar ayeuna, biaya sareng kualitas parantos janten pedang dua kali pikeun perusahaan. Lamun teu ati-ati, duanana wilah bisa menyakiti jalma. Kualitas processing ongkos-dikadalikeun teh kualitas processing éféktif, disebutkeun eta bener hooligan a.
If you'd like to speak to a member of the Anebon team, please get in touch at info@anebon.com
waktos pos: Feb-06-2021