
Принцип работы обработки полигонов
Для обработки многоугольных заготовок на токарном станке необходимо установить специальное приспособление, как показано на рисунке.

1-Фреза 2-Заготовка 3-Патрон 4-Универсальная муфта 5-Передача 6-Винт 7-Нижняя пластина
При точении он устанавливается на среднюю направляющую пластину, чтобы заготовка и инструмент вращались в одном направлении, а соотношение скоростей между инструментом и заготовкой с определенным количеством головок инструмента используется для реализации относительного движения инструмент и заготовку, так, чтобы она была реализована в соответствии с правилом разработки. Формирование поверхности, завершить обработку квадратной, шестиугольной, правильной треугольника, трапеции, барабанной, поясной, плоской, ромбовидной, неправильного многоугольника и многоугольной заготовки с конусом.
Например, при обработке равностороннего треугольника передаточное отношение инструмента к заготовке i = 3, поэтому траектория кончика инструмента относительно оси заготовки представляет собой периодически повторяющуюся замкнутую кривую в процессе резания, а средняя часть, окруженная кривой, образует приблизительный треугольник.

Если ось заготовки находится за пределами круга движения вершины инструмента, на рисунке а показан треугольник, называемый «методом внешнего резания». если ось заготовки находится внутри круга движения кончика инструмента, это называется «методом внутреннего резания», и треугольник выглядит так, как показано на рисунке b.
Из представленных треугольных фигур видно, используется ли метод наружного резания или метод внутреннего резания, поверхности обрабатываемых треугольных заготовок не плоские, а представляют собой грани дуг окружности, приблизительно плоские. Поэтому упомянутый выше способ токарной обработки многоугольников может быть использован только при обработке, не требующей высокой ровности поверхности.
2 Введение более широко используемых инструментов

Приведенное выше введение представляет собой традиционную теорию, и в практических приложениях существуют разные формы представления инструмента, принцип один и тот же, но при введении принципа инструмент выполняет основное движение на шпинделе, заготовка выполняет вспомогательное движение. , а в практических приложениях заготовка в основном перемещается по шпинделю.
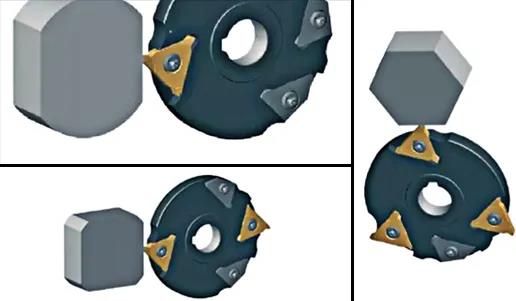
При точении многоугольников летучий режущий диск используется для вырезания многоугольников (от трех до восьми сторон) на стороне осесимметричной заготовки. Заготовка (главный шпиндель) и вращающийся инструмент (летающая режущая головка) работают вместе синхронно, обрабатывая рабочую поверхность.
Количество срезаемых поверхностей зависит от передаточного числа и количества режущих кромок режущего инструмента. Направление вращения заготовки и инструмента противоположное.
Обработка шестиугольников
Обработка прямоугольника
Фрезу с двумя лезвиями применяют для вырезания четырехугольников, а фрезу с тремя лезвиями — для вырезания шестигранников и т. д. При использовании других передаточных чисел или изменении числа режущих кромок инструмента возникают большие углубления или выступающий прогиб. На поверхности заготовки могут появиться дуги.
Благодаря этому принципу траектория контура, создаваемая острием, представляет собой точно эллипс, но кривая, реализуемая на силовой поверхности ключа, представляет собой часть эллипса с большим радиусом кривизны, поэтому она не влияет на сборку затягивание и ослабление. операционный.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Время публикации: 29 апреля 2020 г.