
ਬਹੁਭੁਜ ਪ੍ਰੋਸੈਸਿੰਗ ਦੇ ਕਾਰਜਸ਼ੀਲ ਸਿਧਾਂਤ
ਖਰਾਦ 'ਤੇ ਬਹੁਭੁਜ ਵਰਕਪੀਸ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਨ ਲਈ, ਚਿੱਤਰ ਵਿੱਚ ਦਰਸਾਏ ਗਏ ਇੱਕ ਵਿਸ਼ੇਸ਼ ਯੰਤਰ ਨੂੰ ਸਥਾਪਿਤ ਕਰਨ ਦੀ ਲੋੜ ਹੈ।

1-ਕਟਰ 2-ਵਰਕਪੀਸ 3-ਚੱਕ 4-ਯੂਨੀਵਰਸਲ ਕਪਲਿੰਗ 5-ਟ੍ਰਾਂਸਮਿਸ਼ਨ 6-ਸਕ੍ਰੂ 7-ਤਲ ਪਲੇਟ
ਮੋੜਣ ਵੇਲੇ, ਇਹ ਵਰਕਪੀਸ ਅਤੇ ਟੂਲ ਨੂੰ ਇੱਕੋ ਦਿਸ਼ਾ ਵਿੱਚ ਘੁੰਮਾਉਣ ਲਈ ਵਿਚਕਾਰਲੀ ਸਲਾਈਡ ਪਲੇਟ 'ਤੇ ਸਥਾਪਤ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਟੂਲ ਹੈੱਡਾਂ ਦੀ ਇੱਕ ਨਿਸ਼ਚਤ ਸੰਖਿਆ ਵਾਲੇ ਟੂਲ ਅਤੇ ਵਰਕਪੀਸ ਦੇ ਵਿਚਕਾਰ ਸਪੀਡ ਅਨੁਪਾਤ ਸਬੰਧ ਦੀ ਸਾਪੇਖਿਕ ਗਤੀ ਨੂੰ ਮਹਿਸੂਸ ਕਰਨ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਟੂਲ ਅਤੇ ਵਰਕਪੀਸ, ਤਾਂ ਜੋ ਇਹ ਵਿਕਾਸ ਦੇ ਨਿਯਮ ਦੇ ਅਨੁਸਾਰ ਸਾਕਾਰ ਕੀਤਾ ਜਾ ਸਕੇ, ਸਤਹ ਬਣਾਉਣ, ਵਰਗ, ਹੈਕਸਾਗਨ, ਨਿਯਮਤ ਤਿਕੋਣ, ਟ੍ਰੈਪੀਜ਼ੋਇਡ, ਡਰੱਮ, ਕਮਰ ਦੀ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਪੂਰਾ ਕਰੋ, ਟੇਪਰ ਦੇ ਨਾਲ ਫਲੈਟ, ਹੀਰਾ, ਅਨਿਯਮਿਤ ਬਹੁਭੁਜ ਅਤੇ ਬਹੁਭੁਜ ਵਰਕਪੀਸ।
ਉਦਾਹਰਨ ਲਈ, ਜਦੋਂ ਇੱਕ ਸਮਭੁਜ ਤਿਕੋਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਕਰਦੇ ਹੋ, ਤਾਂ ਵਰਕਪੀਸ ਵਿੱਚ ਟੂਲ ਦਾ ਪ੍ਰਸਾਰਣ ਅਨੁਪਾਤ i = 3 ਹੁੰਦਾ ਹੈ, ਇਸਲਈ ਵਰਕਪੀਸ ਦੇ ਧੁਰੇ ਦੇ ਅਨੁਸਾਰੀ ਟੂਲ ਟਿਪ ਦਾ ਟ੍ਰੈਜੈਕਟਰੀ ਕੱਟਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਦੌਰਾਨ ਸਮੇਂ-ਸਮੇਂ 'ਤੇ ਦੁਹਰਾਇਆ ਜਾਣ ਵਾਲਾ ਬੰਦ ਕਰਵ ਹੁੰਦਾ ਹੈ, ਅਤੇ ਕਰਵ ਨਾਲ ਘਿਰਿਆ ਵਿਚਕਾਰਲਾ ਹਿੱਸਾ ਇੱਕ ਅਨੁਮਾਨਿਤ ਤਿਕੋਣ ਬਣਾਉਂਦਾ ਹੈ।

ਜੇਕਰ ਵਰਕਪੀਸ ਦਾ ਧੁਰਾ ਟੂਲ ਟਿਪ ਮੋਸ਼ਨ ਸਰਕਲ ਤੋਂ ਬਾਹਰ ਹੈ, ਤਾਂ "ਬਾਹਰੀ ਕੱਟਣ ਵਿਧੀ" ਨਾਮਕ ਤਿਕੋਣ ਚਿੱਤਰ a ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ; ਜੇਕਰ ਵਰਕਪੀਸ ਦਾ ਧੁਰਾ ਟੂਲ ਟਿਪ ਮੋਸ਼ਨ ਸਰਕਲ ਦੇ ਅੰਦਰ ਹੈ, ਤਾਂ ਇਸਨੂੰ "ਅੰਦਰੂਨੀ ਕੱਟਣ ਵਿਧੀ" ਕਿਹਾ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਤਿਕੋਣ ਚਿੱਤਰ b ਦੇ ਸ਼ੋਅ ਵਾਂਗ ਦਿਖਾਈ ਦਿੰਦਾ ਹੈ।
ਇਹ ਪੇਸ਼ ਕੀਤੇ ਗਏ ਤਿਕੋਣੀ ਚਿੱਤਰਾਂ ਤੋਂ ਦੇਖਿਆ ਜਾ ਸਕਦਾ ਹੈ, ਭਾਵੇਂ ਬਾਹਰੀ ਕੱਟਣ ਦਾ ਤਰੀਕਾ ਜਾਂ ਅੰਦਰੂਨੀ ਕੱਟਣ ਦਾ ਤਰੀਕਾ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ, ਪ੍ਰੋਸੈਸਡ ਤਿਕੋਣੀ ਵਰਕਪੀਸ ਦੀਆਂ ਸਤਹਾਂ ਫਲੈਟ ਨਹੀਂ ਹੁੰਦੀਆਂ ਹਨ, ਪਰ ਗੋਲ ਚਾਪ ਚਿਹਰੇ ਹਨ ਜੋ ਲਗਭਗ ਸਮਤਲ ਹੁੰਦੇ ਹਨ। ਇਸ ਲਈ, ਉੱਪਰ ਦੱਸੇ ਗਏ ਬਹੁਭੁਜਾਂ ਨੂੰ ਮੋੜਨ ਦਾ ਤਰੀਕਾ ਸਿਰਫ ਇਹ ਹੈ ਕਿ ਇਸ ਨੂੰ ਪ੍ਰੋਸੈਸਿੰਗ ਵਿੱਚ ਵਰਤਿਆ ਜਾ ਸਕਦਾ ਹੈ ਜਿਸ ਲਈ ਉੱਚੀ ਸਤਹ ਦੀ ਸਮਤਲਤਾ ਦੀ ਲੋੜ ਨਹੀਂ ਹੁੰਦੀ ਹੈ।
2 ਵਧੇਰੇ ਵਿਆਪਕ ਤੌਰ 'ਤੇ ਵਰਤੇ ਜਾਣ ਵਾਲੇ ਸਾਧਨਾਂ ਦੀ ਜਾਣ-ਪਛਾਣ

ਉਪਰੋਕਤ ਜਾਣ-ਪਛਾਣ ਇੱਕ ਪਰੰਪਰਾਗਤ ਸਿਧਾਂਤ ਹੈ, ਅਤੇ ਪ੍ਰੈਕਟੀਕਲ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ ਟੂਲ ਪ੍ਰਸਤੁਤੀ ਦੇ ਵੱਖੋ-ਵੱਖਰੇ ਰੂਪ ਹਨ, ਸਿਧਾਂਤ ਇੱਕੋ ਹੈ, ਪਰ ਸਿਧਾਂਤ ਦੀ ਜਾਣ-ਪਛਾਣ ਵਿੱਚ, ਟੂਲ ਸਪਿੰਡਲ 'ਤੇ ਮੁੱਖ ਗਤੀ ਕਰਦਾ ਹੈ, ਵਰਕਪੀਸ ਸਹਾਇਕ ਗਤੀ ਕਰਦਾ ਹੈ। , ਅਤੇ ਪ੍ਰੈਕਟੀਕਲ ਐਪਲੀਕੇਸ਼ਨਾਂ ਵਿੱਚ, ਵਰਕਪੀਸ ਨੂੰ ਮੁੱਖ ਤੌਰ 'ਤੇ ਸਪਿੰਡਲ 'ਤੇ ਲਿਜਾਇਆ ਜਾਂਦਾ ਹੈ।
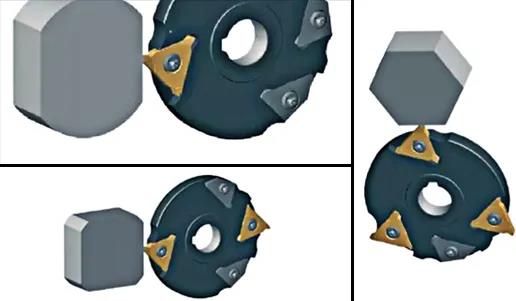
ਬਹੁਭੁਜ ਮੋੜ ਵਿੱਚ, ਇੱਕ ਧੁਰੀ-ਸਮਰੂਪ ਵਰਕਪੀਸ ਦੇ ਪਾਸੇ ਵਾਲੇ ਬਹੁਭੁਜ (ਤਿੰਨ ਤੋਂ ਅੱਠ ਪਾਸੇ) ਨੂੰ ਕੱਟਣ ਲਈ ਇੱਕ ਫਲਾਇੰਗ ਕਟਰ ਡਿਸਕ ਦੀ ਵਰਤੋਂ ਕੀਤੀ ਜਾਂਦੀ ਹੈ। ਵਰਕ ਪੀਸ (ਮੁੱਖ ਸਪਿੰਡਲ) ਅਤੇ ਰੋਟੇਟਿੰਗ ਟੂਲ (ਫਲਾਇੰਗ ਕਟਰ ਹੈਡ) ਕੰਮ ਕਰਨ ਵਾਲੀ ਸਤ੍ਹਾ ਨੂੰ ਮਸ਼ੀਨ ਕਰਨ ਲਈ ਸਮਕਾਲੀ ਤੌਰ 'ਤੇ ਜੋੜੇ ਹੋਏ ਤਰੀਕੇ ਨਾਲ ਕੰਮ ਕਰਦੇ ਹਨ।
ਕੱਟਣ ਵਾਲੀਆਂ ਸਤਹਾਂ ਦੀ ਗਿਣਤੀ ਪ੍ਰਸਾਰਣ ਅਨੁਪਾਤ ਅਤੇ ਕੱਟਣ ਵਾਲੇ ਸੰਦ 'ਤੇ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰਿਆਂ ਦੀ ਗਿਣਤੀ 'ਤੇ ਨਿਰਭਰ ਕਰਦੀ ਹੈ। ਵਰਕਪੀਸ ਅਤੇ ਟੂਲ ਦੇ ਰੋਟੇਸ਼ਨ ਦੀ ਦਿਸ਼ਾ ਉਲਟ ਹੈ.
ਪ੍ਰੋਸੈਸਿੰਗ ਹੈਕਸਾਗਨ
ਪ੍ਰੋਸੈਸਿੰਗ ਆਇਤ
ਦੋ ਬਲੇਡਾਂ ਵਾਲੇ ਕਟਰ ਦੀ ਵਰਤੋਂ ਚਤੁਰਭੁਜਾਂ ਨੂੰ ਕੱਟਣ ਲਈ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਅਤੇ ਤਿੰਨ ਬਲੇਡਾਂ ਵਾਲਾ ਕਟਰ ਹੈਕਸਾਗਨ ਆਦਿ ਨੂੰ ਕੱਟਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਹੈ। ਜੇਕਰ ਵੱਖੋ-ਵੱਖਰੇ ਪ੍ਰਸਾਰਣ ਅਨੁਪਾਤ ਵਰਤੇ ਜਾਂਦੇ ਹਨ ਜਾਂ ਟੂਲ ਦੇ ਕੱਟਣ ਵਾਲੇ ਕਿਨਾਰਿਆਂ ਦੀ ਗਿਣਤੀ ਬਦਲੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਵੱਡੇ ਦਬਾਅ ਜਾਂ ਫੈਲਣ ਵਾਲੇ ਡਿਫਲੈਕਸ਼ਨ ਆਰਕਸ ਵਰਕਪੀਸ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਦਿਖਾਈ ਦੇ ਸਕਦੇ ਹਨ।
ਇਸ ਸਿਧਾਂਤ ਦੇ ਕਾਰਨ, ਟਿਪ ਬਿੰਦੂ ਦੁਆਰਾ ਉਤਪੰਨ ਰੂਪਰੇਖਾ ਟ੍ਰੈਜੈਕਟਰੀ ਬਿਲਕੁਲ ਅੰਡਾਕਾਰ ਹੈ, ਪਰ ਰੈਂਚ ਦੀ ਬਲ ਸਤਹ 'ਤੇ ਲਾਗੂ ਕੀਤੀ ਵਕਰ ਵਕਰ ਦੇ ਵੱਡੇ ਘੇਰੇ ਵਾਲੇ ਅੰਡਾਕਾਰ ਦਾ ਭਾਗ ਹੈ, ਇਸਲਈ ਇਹ ਅਸੈਂਬਲੀ ਨੂੰ ਪ੍ਰਭਾਵਤ ਨਹੀਂ ਕਰਦਾ ਹੈ। ਕੱਸਣਾ ਅਤੇ ਢਿੱਲਾ ਕਰਨਾ। ਓਪਰੇਟਿੰਗ

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
ਪੋਸਟ ਟਾਈਮ: ਅਪ੍ਰੈਲ-29-2020