
बहुभुज प्रशोधन को कार्य सिद्धान्त
खरादमा बहुभुज वर्कपीसहरू प्रशोधन गर्नका लागि, चित्रमा देखाइएका विशेष उपकरण स्थापना गर्न आवश्यक छ।

१-कटर २-वर्कपीस ३-चक ४-युनिभर्सल कपलिंग ५-ट्रान्समिशन ६-स्क्रू ७-तलको प्लेट
घुमाउँदा, यो वर्कपीस र उपकरणलाई एकै दिशामा घुमाउनको लागि मध्य स्लाइड प्लेटमा स्थापना गरिन्छ, र उपकरण र उपकरण हेडहरूको निश्चित संख्याको साथ वर्कपीस बीचको गति अनुपात सम्बन्धको सापेक्ष आन्दोलन महसुस गर्न प्रयोग गरिन्छ। उपकरण र workpiece, ताकि यो विकास नियम सतह गठन अनुसार महसुस गर्न सकिन्छ, वर्ग, हेक्सागन, नियमित त्रिकोण, trapezoid, ड्रम, कम्मर को प्रशोधन पूरा गर्नुहोस्, फ्लैट, हीरा, अनियमित बहुभुज र टेपर संग बहुभुज workpiece।
उदाहरणका लागि, समभुज त्रिकोण प्रशोधन गर्दा, वर्कपीसमा उपकरणको प्रसारण अनुपात i = 3 हो, त्यसैले वर्कपीसको अक्षको सापेक्ष उपकरण टिपको प्रक्षेपण काट्ने प्रक्रियाको क्रममा आवधिक रूपमा दोहोरिने बन्द वक्र हो, र वक्रले घेरिएको मध्य भागले अनुमानित त्रिकोण बनाउँछ।

यदि workpiece अक्ष उपकरण टिप गति सर्कल बाहिर छ भने, "बाह्य काट्ने विधि" भनिने त्रिकोण चित्र a मा देखाइएको छ; यदि workpiece अक्ष उपकरण टिप मोशन सर्कल भित्र छ भने, यसलाई "इनर कटिङ मेथड" भनिन्छ, र त्रिकोण चित्र b देखाइएको जस्तो देखिन्छ।
यो प्रस्तुत गरिएको त्रिकोणीय आंकडाबाट देख्न सकिन्छ, चाहे बाहिरी काट्ने विधि होस् वा आन्तरिक काटन विधि प्रयोग गरियोस्, प्रशोधित त्रिकोणीय वर्कपीसका सतहहरू समतल हुँदैनन्, तर गोलाकार चाप अनुहारहरू हुन् जुन लगभग समतल हुन्छन्। तसर्थ, माथि उल्लिखित बहुभुज घुमाउने विधि मात्र हो यो उच्च सतह समतलता आवश्यक पर्दैन प्रशोधनमा प्रयोग गर्न सकिन्छ।
2 अधिक व्यापक रूपमा प्रयोग हुने उपकरणहरूको परिचय

माथिको परिचय एक परम्परागत सिद्धान्त हो, र व्यावहारिक अनुप्रयोगहरूमा उपकरण प्रस्तुतीकरणका विभिन्न रूपहरू छन्, सिद्धान्त एउटै छ, तर सिद्धान्तको परिचयमा, उपकरणले स्पिन्डलमा मुख्य गति गर्छ, वर्कपीसले सहायक गति गर्दछ। , र व्यावहारिक अनुप्रयोगहरूमा, workpiece मुख्यतया स्पिन्डलमा सारियो।
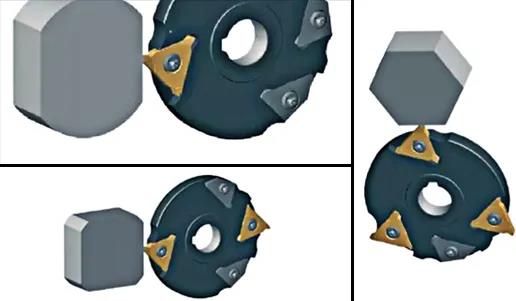
बहुभुज टर्निङमा, फ्लाइङ कटर डिस्कलाई एक्सिसिमेट्रिक वर्कपीसको छेउमा बहुभुज (तीन देखि आठ तर्फ) काट्न प्रयोग गरिन्छ। कामको टुक्रा (मुख्य स्पिन्डल) र घुमाउने औजार (फ्लाइङ कटर हेड) काम गर्ने सतहलाई मेसिन बनाउन सिंक्रोनस रूपमा मिलाएर काम गर्छ।
काटिएका सतहहरूको संख्या प्रसारण अनुपात र काट्ने उपकरणमा काट्ने किनारहरूको संख्यामा निर्भर गर्दछ। workpiece र उपकरण को घुमाउने दिशा विपरीत छ।
हेक्सागन प्रशोधन गर्दै
प्रशोधन आयत
दुई ब्लेड भएको कटर चतुर्भुज काट्न प्रयोग गरिन्छ, र तीन ब्लेड भएको कटर हेक्सागन आदि काट्न प्रयोग गरिन्छ। यदि विभिन्न प्रसारण अनुपातहरू प्रयोग गरिन्छ वा उपकरणको काट्ने किनाराहरूको संख्या परिवर्तन गरिएको छ भने, ठूला डिप्रेसनहरू वा फैलिएको विक्षेपन। आर्क्स workpiece को सतह मा देखा पर्न सक्छ।
यस सिद्धान्तको कारणले गर्दा, टिप बिन्दुद्वारा उत्पन्न रूपरेखा प्रक्षेपण ठ्याक्कै एक अण्डाकार हो, तर रेन्चको बल सतहमा लागू गरिएको वक्र वक्रताको ठूलो त्रिज्या भएको अण्डाकारको खण्ड हो, त्यसैले यसले संयोजनलाई असर गर्दैन। कस्ने र ढिलो गर्दै। सञ्चालन।

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
पोस्ट समय: अप्रिल-29-2020