
Көп бурчтуктарды иштетүүнүн иштөө принциби
Токарлык станокто көп бурчтуу бөлүктөрдү иштетүү үчүн сүрөттө көрсөтүлгөндөй атайын түзүлүш орнотулушу керек.

1-Кескич 2-Даярдык бөлүгү 3-Потрон 4-Универсалдуу муфта 5-Трансмиссия 6-Бурама 7-Төмөнкү пластинка
Айланууда, ал ортоңку жылма пластинкага орнотулат, ал даярдалган бөлүгү менен шайманды бир багытта айлантуу үчүн орнотулат, ал эми аспап менен даярдалган тетиктин ортосундагы ылдамдык катышы белгилүү бир сандагы инструмент баштары менен колдонулат. аспап жана даярдалган тетик, ал иштеп чыгуу эрежесине ылайык ишке ашат Бетти калыптандыруу, төрт бурчтук, алты бурчтук, кадимки үч бурчтук, трапеция, барабан, бел, жалпак, алмаз, туура эмес көп бурчтук жана конус менен көп бурчтуу даярдоо.
Мисалы, тең жактуу үч бурчтукту иштетүүдө аспаптын даярдалган материалга өтүү катышы i = 3 болот, ошондуктан аспаптын учунун траекториясы кесүү процессинде мезгил-мезгили менен кайталануучу жабык ийри сызык болуп саналат, ал эми ийри сызык менен курчалган орто бөлүгү болжолдуу үч бурчтукту түзөт.

Дайындама огу аспаптын учу кыймылынын айланасынан тышкары болсо, анда "сырткы кесүү ыкмасы" деп аталган үч бурчтук а-сүрөттө көрсөтүлгөн; эгерде бөлүктүн огу аспаптын учу кыймыл чөйрөсүнүн ичинде болсо, ал "ички кесүү ыкмасы" деп аталат жана үч бурчтук б-сүрөттө көрсөтүлгөндөй пайда болот.
Келтирилген үч бурчтуу фигуралардан көрүнүп тургандай, сырткы кесүү ыкмасы же ички кесүү ыкмасы колдонулабы, иштетилген үч бурчтуу даярдалган буюмдардын беттери жалпак эмес, тегерек жаа беттери, алар болжол менен жалпак. Ошондуктан, жогоруда айтылган көп бурчтуктарды айландыруу ыкмасы гана Ал жогорку беттик тегиздик талап кылбаган кайра иштетүүдө колдонулушу мүмкүн.
2 Кеңири колдонулуучу куралдарды киргизүү

Жогорудагы киришүү салттуу теория болуп саналат, ал эми практикалык колдонмолордо аспапты көрсөтүүнүн ар кандай формалары бар, принцип бирдей, бирок принциптин киришинде инструмент шпиндельде негизги кыймылды аткарат, даярдоочу көмөкчү кыймылды аткарат. , ал эми практикалык колдонмолордо даярдоо бөлүгү негизинен шпиндельде жылдырылат.
Көп бурчтуктарды айландырууда учуучу кесүүчү диск оксисимметриялык даярдалган бөлүктүн капталындагы көп бурчтуктарды (үчтөн сегизге чейин) кесип алуу үчүн колдонулат. Жумушчу тетик (негизги шпиндел) жана айлануучу аспап (учуучу кескичтин башы) жумушчу бетти иштетүү үчүн синхрондуу туташып иштешет.
Кесилген беттердин саны өткөргүч катышына жана кесүүчү аспаптын кесүүчү четтеринин санына жараша болот. Дайындама менен инструменттин айлануу багыты карама-каршы.
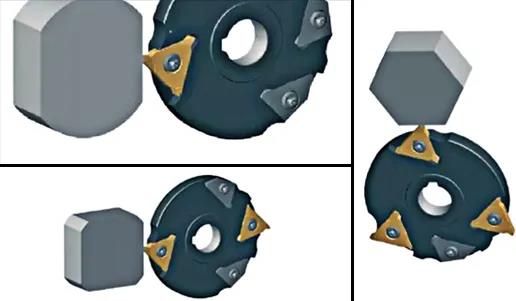
Алты бурчтуктарды иштетүү
Rectangle иштетүү
Эки бычак менен кескич төрт бурчтуктарды, ал эми үч бычакты кескич алты бурчтуктарды жана башкаларды кесип алуу үчүн колдонулат. Эгерде ар кандай өткөрүү коэффициенттери колдонулса же инструменттин кесүүчү четтеринин саны өзгөрсө, чоң ойдуңдар же чыгып турган ийилиштер. даярдалган тетиктин бетинде жаалар пайда болушу мүмкүн.
Бул принциптин аркасында учу чекити тарабынан түзүлгөн контур траекториясы так эллипс болуп саналат, бирок ачкычтын күч бетинде ишке ашырылган ийри сызык эллипстин чоңураак ийрилик радиусу менен кесилиши болуп саналат, ошондуктан ал контурдун чогулушуна таасирин тийгизбейт. чыңдоо жана жумшартуу. иштеп жатат.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Билдирүү убактысы: 29-2020-жыл