
Көпбұрышты өңдеудің жұмыс принципі
Токарлық станокта көпбұрышты дайындамаларды өңдеу үшін суретте көрсетілгендей арнайы құрылғыны орнату қажет.

1-кескіш 2-дайындық 3-патрон 4-әмбебап муфта 5-беріліс қорабы 6-бұранда 7-төменгі тақтайша
Айналу кезінде дайындаманың және құралдың бір бағытта айналуын қамтамасыз ету үшін ортаңғы сырғымалы пластинаға орнатылады, ал құралдың салыстырмалы қозғалысын жүзеге асыру үшін аспап пен аспаптың белгілі бір саны бар дайындама арасындағы жылдамдық қатынасы қолданылады. Құрал мен дайындаманы өңдеу ережесіне сәйкес жүзеге асырылатындай етіп бетті қалыптау, төртбұрышты, алтыбұрышты, тұрақты үшбұрышты, трапецияны, барабанды, белді, жалпақ, алмасты өңдеуді аяқтаңыз, дұрыс емес көпбұрышты және конусы бар көпбұрышты дайындама.
Мысалы, теңбүйірлі үшбұрышты өңдеу кезінде аспаптың дайындамаға беріліс қатынасы i = 3, сондықтан аспап ұшының дайындаманың осіне қатысты траекториясы кесу процесінде мезгіл-мезгіл қайталанатын тұйық қисық болып табылады, ал қисықпен қоршалған ортаңғы бөлік шамамен үшбұрышты құрайды.

Егер дайындаманың осі құрал ұшының қозғалыс шеңберінен тыс болса, «сыртқы кесу әдісі» деп аталатын үшбұрыш а суретінде көрсетілген; егер дайындаманың осі құрал ұшының қозғалыс шеңберінің ішінде болса, ол «ішкі кесу әдісі» деп аталады және b суретінде көрсетілгендей үшбұрыш пайда болады.
Ұсынылған үшбұрышты фигуралардан сыртқы кесу әдісі немесе ішкі кесу әдісі пайдаланылғанына қарамастан, өңделген үшбұрышты дайындамалардың беттері тегіс емес, шамамен тегіс болатын дөңгелек доғалық беттер екенін көруге болады. Сондықтан, жоғарыда аталған полигондарды айналдыру әдісі тек жоғары беттің тегістігін қажет етпейтін өңдеуде қолданылуы мүмкін.
2 Кеңірек қолданылатын құралдармен таныстыру

Жоғарыда келтірілген кіріспе дәстүрлі теория болып табылады және практикалық қолданбаларда құралды көрсетудің әртүрлі формалары бар, принципі бірдей, бірақ принципті енгізуде аспап шпиндельде негізгі қозғалысты жасайды, дайындама қосалқы қозғалысты жасайды. , және практикалық қолданбаларда дайындама негізінен шпиндельде қозғалады.
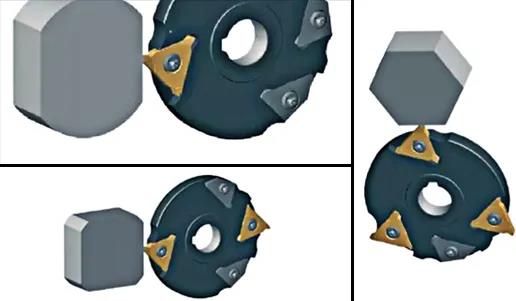
Көпбұрышты токарлық өңдеуде осьтік симметриялық дайындаманың бүйіріндегі көпбұрыштарды (үштен сегізге дейін) кесу үшін ұшатын кескіш диск қолданылады. Дайындама (негізгі шпиндель) және айналмалы құрал (ұшатын кескіш басы) жұмыс бетін өңдеу үшін синхронды байланыста бірге жұмыс істейді.
Кесетін беттердің саны беріліс қатынасына және кескіш құралдағы кесу жиектерінің санына байланысты. Дайындама мен құралдың айналу бағыты қарама-қарсы.
Алтыбұрыштарды өңдеу
Тіктөртбұрышты өңдеу
Екі қалақшасы бар кескіш төртбұрышты кесу үшін, ал үш қалақшасы бар кескіш алтыбұрышты кесу үшін қолданылады және т.б. Егер әртүрлі беріліс коэффициенттері пайдаланылса немесе құралдың кесу жиектерінің саны өзгертілсе, үлкен ойыстар немесе шығыңқы ауытқулар. дайындаманың бетінде доғалар пайда болуы мүмкін.
Осы принципке байланысты ұштық нүктеден жасалған контурлық траектория дәл эллипс болып табылады, бірақ кілттің күш бетінде жүзеге асырылатын қисық қисықтың үлкенірек радиусы бар эллипс қимасы болып табылады, сондықтан ол құрастыруға әсер етпейді. қатайту және босату. жұмыс істейді.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Жіберу уақыты: 29 сәуір 2020 ж