
მრავალკუთხედის დამუშავების მუშაობის პრინციპი
პოლიგონური სამუშაო ნაწილების დასამუშავებლად ხორხზე საჭიროა დამონტაჟდეს სპეციალური მოწყობილობა, როგორც ეს ნაჩვენებია ფიგურაში.

1-საჭრელი 2-სამუშაო ნაწილი 3-ჩაკი 4-უნივერსალური შეერთება 5-გადაცემათა კოლოფი 6-ხრახნიანი 7-ქვედა ფირფიტა
შემობრუნებისას იგი დამონტაჟებულია შუა სლაიდის ფირფიტაზე, რათა სამუშაო ნაწილი და ხელსაწყო ბრუნავდნენ იმავე მიმართულებით, ხოლო სიჩქარის თანაფარდობა ხელსაწყოსა და სამუშაო ნაწილს შორის ხელსაწყოს თავების გარკვეულ რაოდენობასთან ერთად გამოიყენება ფარდობითი მოძრაობის გასაგებად. ხელსაწყო და სამუშაო ნაწილი ისე, რომ განხორციელდეს განვითარების წესის მიხედვით, ზედაპირის ფორმირება, დაასრულეთ კვადრატის, ექვსკუთხედის, რეგულარული სამკუთხედის, ტრაპეციის, ბარაბნის, წელის, ბრტყელის დამუშავება, ბრილიანტი, არარეგულარული მრავალკუთხედი და პოლიგონური სამუშაო ნაწილი კონუსებით.
მაგალითად, ტოლგვერდა სამკუთხედის დამუშავებისას, ხელსაწყოს გადაცემის თანაფარდობა სამუშაო ნაწილთან არის i = 3, ამიტომ ხელსაწყოს წვერის ტრაექტორია სამუშაო ნაწილის ღერძთან არის პერიოდულად განმეორებადი დახურული მრუდი ჭრის პროცესში, და მრუდით გარშემორტყმული შუა ნაწილი დაახლოებით სამკუთხედს ქმნის.

თუ სამუშაო ნაწილის ღერძი არის ხელსაწყოს წვერის მოძრაობის წრის გარეთ, სამკუთხედი სახელწოდებით "გარე ჭრის მეთოდი" ნაჩვენებია სურათზე a; თუ სამუშაო ნაწილის ღერძი არის ხელსაწყოს წვერის მოძრაობის წრეში, მას უწოდებენ "შიდა ჭრის მეთოდს" და სამკუთხედი გამოჩნდება ისე, როგორც ბ სურათზეა ნაჩვენები.
წარმოდგენილი სამკუთხა ფიგურებიდან ჩანს, გამოყენებულია გარე ჭრის მეთოდი თუ შიდა ჭრის მეთოდი, დამუშავებული სამკუთხა სამუშაო ნაწილების ზედაპირები არ არის ბრტყელი, მაგრამ არის წრიული რკალის სახეები, რომლებიც დაახლოებით ბრტყელია. მაშასადამე, ზემოთ ნახსენები მრავალკუთხედების შემობრუნების მეთოდი არის მხოლოდ ის შეიძლება გამოყენებულ იქნას დამუშავებაში, რომელიც არ საჭიროებს ზედაპირის მაღალ სიბრტყეს.
2 უფრო ფართოდ გამოყენებული ხელსაწყოების გაცნობა

ზემოაღნიშნული შესავალი ტრადიციული თეორიაა და პრაქტიკულ აპლიკაციებში არსებობს ხელსაწყოს პრეზენტაციის სხვადასხვა ფორმა, პრინციპი იგივეა, მაგრამ პრინციპის შესავალში ინსტრუმენტი აკეთებს ძირითად მოძრაობას ღერძზე, სამუშაო ნაწილი აკეთებს დამხმარე მოძრაობას. , ხოლო პრაქტიკულ გამოყენებაში სამუშაო ნაწილი ძირითადად მოძრაობს ღერძზე.
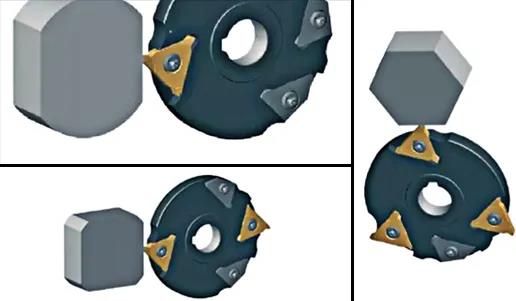
მრავალკუთხედის შემობრუნებისას მფრინავი საჭრელი დისკი გამოიყენება ღერძის სიმეტრიული სამუშაო ნაწილის მხარეს მრავალკუთხედების (სამიდან რვა მხარეს) ამოსაჭრელად. სამუშაო ნაწილი (მთავარი შპინდელი) და მბრუნავი ხელსაწყო (მფრინავი საჭრელი თავი) ერთად მუშაობენ სინქრონულად დაწყვილებული სამუშაო ზედაპირის დასამუშავებლად.
მოჭრილი ზედაპირების რაოდენობა დამოკიდებულია გადაცემის კოეფიციენტზე და საჭრელი ხელსაწყოს საჭრელი კიდეების რაოდენობაზე. სამუშაო ნაწილისა და ხელსაწყოს ბრუნვის მიმართულება საპირისპიროა.
ექვსკუთხედების დამუშავება
დამუშავების მართკუთხედი
ორპირიანი საჭრელი გამოიყენება ოთხკუთხედის ამოსაჭრელად, ხოლო სამპირიანი საჭრელი გამოიყენება ექვსკუთხედების ამოსაჭრელად და ა.შ. თუ გამოიყენება გადაცემის სხვადასხვა კოეფიციენტი ან შეიცვალა ხელსაწყოს საჭრელი კიდეების რაოდენობა, დიდი ჩაღრმავებები ან ამობურცული გადახრები. რკალი შეიძლება გამოჩნდეს სამუშაო ნაწილის ზედაპირზე.
ამ პრინციპის გამო, წვერის წერტილით წარმოქმნილი კონტურის ტრაექტორია არის ზუსტად ელიფსი, მაგრამ ქანჩის ძალის ზედაპირზე განხორციელებული მრუდი არის ელიფსის მონაკვეთი უფრო დიდი გამრუდების რადიუსით, ასე რომ ეს გავლენას არ ახდენს აწყობაზე. გამკაცრება და შესუსტება. მოქმედი.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
გამოქვეყნების დრო: აპრ-29-2020