
A sokszögfeldolgozás működési elve
Sokszögű munkadarabok esztergagépen történő feldolgozásához az ábrán látható speciális eszközt kell felszerelni.

1-vágó 2-munkadarab 3-tokmány 4-univerzális tengelykapcsoló 5-hajtómű 6-csavar 7-fenéklemez
Esztergáláskor a középső csúszólapra van felszerelve, hogy a munkadarab és a szerszám egy irányba forogjon, és a szerszám és a munkadarab közötti sebességarányt bizonyos számú szerszámfejjel a relatív mozgás megvalósításához használják fel. a szerszámot és a munkadarabot úgy, hogy az a fejlesztési szabály szerint valósuljon meg Felületképzés, fejezze be négyzet, hatszög, szabályos háromszög, trapéz, dob, derék, lapos, gyémánt, szabálytalan megmunkálását sokszög és sokszögű munkadarab kúpos.
Például egy egyenlő oldalú háromszög megmunkálásakor a szerszám áttételi aránya a munkadarabhoz i = 3, így a szerszám csúcsának a munkadarab tengelyéhez viszonyított pályája a forgácsolási folyamat során periodikusan ismétlődő zárt görbe, és a A görbével körülvett középső rész hozzávetőleges háromszöget alkot.

Ha a munkadarab tengelye kívül esik a szerszámcsúcs mozgási körén, akkor a "külső forgácsolási módszer"-nek nevezett háromszög látható az a ábrán; ha a munkadarab tengelye a szerszámcsúcs mozgási körén belül van, akkor ezt "belső vágási módszernek" nevezik, és a háromszög úgy jelenik meg, ahogy a b ábra mutatja.
A bemutatott háromszög alakú ábrákon látható, hogy külső vagy belső forgácsolási módszert alkalmazunk, a megmunkált háromszög alakú munkadarabok felületei nem sík, hanem köríves felületek, amelyek megközelítőleg sík. Ezért a fent említett sokszögek esztergálási módja csak A nagy felületi síkságot nem igénylő megmunkálásban alkalmazható.
2 A szélesebb körben használt eszközök bemutatása

A fenti bevezetés egy hagyományos elmélet, és a gyakorlati alkalmazásokban a szerszámbemutatónak különböző formái léteznek, az elv ugyanaz, de az elv bevezetésében a fő mozgást a szerszám végzi az orsón, a munkadarab a segédmozgást , és ben A gyakorlati alkalmazásokban a munkadarabot főleg az orsón mozgatják.
A sokszögesztergálásnál egy repülő vágótárcsát használnak sokszögek (három-nyolc oldal) kivágására egy tengelyszimmetrikus munkadarab oldalán. A munkadarab (főorsó) és a forgó szerszám (repülő vágófej) szinkron módon együtt működik a munkafelület megmunkálása érdekében.
A vágási felületek száma az áttételi aránytól és a vágószerszámon lévő vágóélek számától függ. A munkadarab és a szerszám forgásiránya ellentétes.
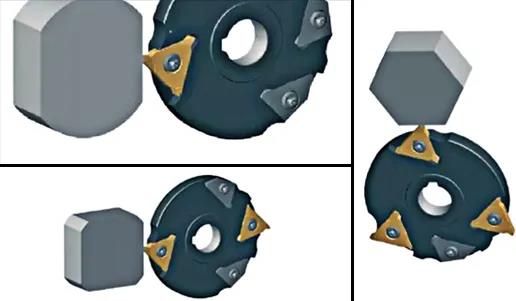
Hatszögek feldolgozása
Téglalap feldolgozása
A két pengéjű maró négyszögek, a három pengéjű vágó pedig hatszögek stb. vágására szolgál. Különböző áttételi arányok alkalmazása vagy a szerszám vágóéleinek számának megváltoztatása esetén nagy bemélyedések vagy kiálló kihajlás ívek jelenhetnek meg a munkadarab felületén.
Ezen elv miatt a csúcspont által generált körvonal pontosan ellipszis, de a csavarkulcs erőfelületén megvalósított görbe az ellipszis nagyobb görbületi sugarú metszete, így nem befolyásolja az összeszerelést. megfeszítése és lazítása. üzemeltetési.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Feladás időpontja: 2020-04-29