
اصل کار پردازش چند ضلعی
برای پردازش قطعات کار چند ضلعی بر روی یک ماشین تراش، یک دستگاه خاص همانطور که در شکل نشان داده شده است باید نصب شود.

1-کاتر 2-قطعه کار 3-چاک 4-کوپلینگ جهانی 5-گیربکس 6-پیچ 7-صفحه پایین
هنگام چرخش، روی صفحه اسلاید وسط نصب می شود تا قطعه کار و ابزار در یک جهت بچرخند و از رابطه نسبت سرعت بین ابزار و قطعه کار با تعداد معینی سر ابزار برای درک حرکت نسبی استفاده می شود. ابزار و قطعه کار، به طوری که بر اساس قانون توسعه تحقق یابد تشکیل سطح، پردازش مربع، شش ضلعی، مثلث منظم، ذوزنقه، درام، کمر، مسطح را تکمیل کنید. الماس، چند ضلعی نامنظم و قطعه کار چند ضلعی با مخروطی.
به عنوان مثال، هنگام پردازش یک مثلث متساوی الاضلاع، نسبت انتقال ابزار به قطعه کار i = 3 است، بنابراین مسیر نوک ابزار نسبت به محور قطعه کار یک منحنی بسته است که به طور متناوب در طول فرآیند برش تکرار می شود. قسمت میانی که توسط منحنی احاطه شده است یک مثلث تقریبی را تشکیل می دهد.

اگر محور قطعه کار خارج از دایره حرکت نوک ابزار باشد، مثلثی به نام "روش برش بیرونی" در شکل a نشان داده شده است. اگر محور قطعه کار داخل دایره حرکت نوک ابزار باشد، به آن "روش برش داخلی" می گویند و مثلث مانند شکل b نشان داده می شود.
از شکل های مثلثی ارائه شده مشخص می شود که چه از روش برش خارجی و چه از روش برش داخلی استفاده شود، سطوح قطعات کار مثلثی فرآوری شده مسطح نیستند، بلکه صورت های قوس دایره ای هستند که تقریباً صاف هستند. بنابراین، روش تراشکاری چند ضلعی ها که در بالا ذکر شد، تنها در پردازش هایی قابل استفاده است که نیاز به صافی سطح بالایی ندارد.
2 معرفی ابزارهای پرکاربردتر

مقدمه فوق یک نظریه سنتی است و در کاربردهای عملی اشکال مختلفی از ارائه ابزار وجود دارد، اصل یکسان است، اما در مقدمه اصل، ابزار حرکت اصلی را روی دوک انجام می دهد، قطعه کار حرکت کمکی را انجام می دهد. و در کاربردهای عملی، قطعه کار عمدتاً روی دوک حرکت میکند.
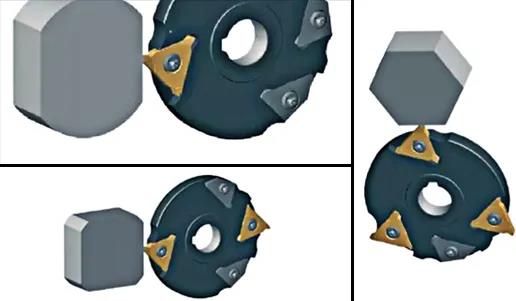
در تراشکاری چند ضلعی، از یک دیسک برش پرنده برای برش چند ضلعی (سه تا هشت ضلع) در ضلع قطعه کار متقارن محور استفاده می شود. قطعه کار (دوک اصلی) و ابزار دوار (سر کاتر پرنده) با هم به صورت همزمان برای ماشینکاری سطح کار کار می کنند.
تعداد سطوح برش به نسبت انتقال و تعداد لبه های برش بر روی ابزار برش بستگی دارد. جهت چرخش قطعه کار و ابزار مخالف است.
پردازش شش ضلعی
پردازش مستطیل
کاتر با دو تیغه برای برش چهار ضلعی و کاتر با سه تیغه برای برش شش ضلعی و غیره استفاده می شود. در صورت استفاده از نسبت های انتقال مختلف یا تغییر تعداد لبه های برش ابزار، فرورفتگی های زیاد یا انحراف بیرون زده. ممکن است قوس هایی روی سطح قطعه کار ظاهر شوند.
به دلیل این اصل، مسیر خطوط تولید شده توسط نقطه نوک دقیقاً بیضی است، اما منحنی اعمال شده بر روی سطح نیروی آچار، بخشی از بیضی با شعاع انحنای بیشتر است، بنابراین بر روی مونتاژ آن تأثیر نمی گذارد. سفت شدن و شل شدن عامل

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
زمان ارسال: آوریل-29-2020