
Hulknurkade töötlemise tööpõhimõte
Hulknurksete toorikute töötlemiseks treipingil tuleb paigaldada spetsiaalne seade, nagu on näidatud joonisel.

1-lõikur 2-tööosa 3-padrun 4-universaalühendus 5-käigukast 6-kruvi 7-põhjaplaat
Pööramisel paigaldatakse see keskmisele liugurplaadile, et toorik ja tööriist pöörleksid samas suunas ning tööriista ja teatud arvu tööriistapeadega tooriku vahelist kiiruse suhte suhet kasutatakse tööriista suhtelise liikumise realiseerimiseks. tööriist ja toorik, nii et see realiseeritakse vastavalt arendusreeglile Pinna vormimine, lõpetage ruudu, kuusnurga, korrapärase kolmnurga, trapetsi, trumli, talje, lame, rombi, ebakorrapärase töötlemine hulknurkne ja hulknurkne koonusega toorik.
Näiteks võrdkülgse kolmnurga töötlemisel on tööriista ja tooriku ülekandesuhe i = 3, seega on tööriista tipu trajektoor tooriku telje suhtes lõikeprotsessi ajal perioodiliselt korduv suletud kõver ja kõveraga ümbritsetud keskosa moodustab ligikaudse kolmnurga.

Kui tooriku telg on väljaspool tööriista otsa liikumisringi, on joonisel a näidatud kolmnurk nimega "välimine lõikemeetod"; kui tooriku telg on tööriista otsa liikumisringi sees, nimetatakse seda "sisemiseks lõikemeetodiks" ja kolmnurk kuvatakse nagu joonisel b.
Esitatud kolmnurksetelt joonistelt on näha, kas kasutatakse välis- või siselõikemeetodit, töödeldud kolmnurksete detailide pinnad ei ole tasased, vaid on ligikaudu tasased ringikujulised pinnad. Seetõttu on ülalmainitud hulknurkade pööramise meetod ainult Seda saab kasutada töötlemisel, mis ei nõua suurt pinnatasasust.
2 Laialdasemalt kasutatavate tööriistade tutvustus

Ülaltoodud sissejuhatus on traditsiooniline teooria ja praktilistes rakendustes on erinevaid tööriista esitlemise vorme, põhimõte on sama, kuid põhimõtte sissejuhatuses teeb tööriist põhiliikumise spindlil, toorik abiliikumise , ja praktilistes rakendustes liigutatakse töödeldavat detaili peamiselt spindlil.
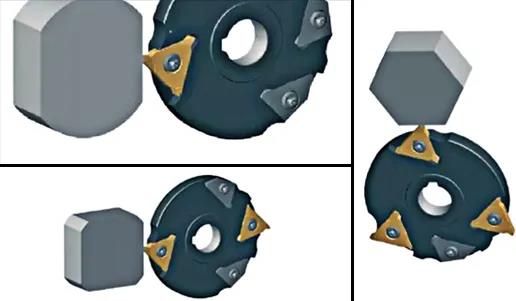
Hulknurktreimisel kasutatakse lendavat lõikeketast hulknurkade (kolm kuni kaheksa külge) lõikamiseks teljesümmeetrilise tooriku küljelt. Töödeldav detail (põhivõll) ja pöörlev tööriist (lendav lõikepea) töötavad koos sünkroonselt ühendatud tööpinna töötlemiseks.
Lõikepindade arv sõltub ülekandearvust ja lõiketerade arvust lõikeriistal. Tooriku ja tööriista pöörlemissuund on vastupidine.
Kuusnurkade töötlemine
Ristküliku töötlemine
Kahe teraga lõikurit kasutatakse nelinurkade ja kolme teraga kuusnurkade jms lõikamiseks. Erinevate ülekandearvude kasutamisel või tööriista lõikeservade arvu muutmisel tekivad suured süvendid või väljaulatuv läbipaine. tooriku pinnale võivad tekkida kaared.
Selle põhimõtte tõttu on tipupunkti genereeritud kontuuri trajektoor täpselt ellips, kuid mutrivõtme jõupinnal rakendatav kõver on ellipsi suurema kõverusraadiusega lõik, mistõttu see ei mõjuta võtme kokkupanekut. pingutamine ja lõdvendamine. tegutsevad.

We are a reliable supplier and professional in CNC service. If you need our assistance please contact me at info@anebon.com.
Postitusaeg: 29.04.2020