
1. God procesevne. Når vi får en tegning af en tegning til bearbejdning af mekaniske dele, skal vi hurtigt regne ud processeringsteknologien for denne tegning i vores sind, fra bearbejdningsudstyr, værktøj, inventar, kontrol af inventar til behandlingsomkostninger. Disse trin har de mest grundlæggende vurderinger, og disse domme skal være nøjagtige bedømmelser baseret på din faglige evne og faglige erfaring. For at udvikle en god procesevne er det udover kendskabet til forarbejdningsteknologien også nødvendigt at have fuld forståelse for de produkter, der samles af de forarbejdede dele, fordi forarbejdningskravene til en del skal formuleres ud fra montagekravene af et produkt Ja, mange unge designingeniører har ikke så omfattende bevidsthed, når de laver deldesign, så en god procesingeniør skal ikke kun definere en rimelig delbearbejdningsteknologi for produktet, men også have evnen til og bevidsthed om at ændre og forbedre designingeniørens Afvigelser bruges til at optimere fremstillingsprocessen for produkter ud fra rationaliteten af delstrukturdesign, materialevalgspålidelighed, justeringstolerancenøjagtighed og produktionsomkostningsminimering. Faktisk er dette den største værdi af mekaniske procesingeniører.
2. Kendskab til dit værksteds behandlingsudstyr. Hvad jeg mener med fortrolighed betyder, at du skal være bekendt med bearbejdningsmulighederne og omfanget af de forskellige procesudstyr på dit værksted, og hvilken form for behandlingsnøjagtighed de kan opnå.
1) Bearbejdningsevner, hvilken slags bearbejdningsudstyr har dit værksted? For eksempel drejning, fræsning, høvling, slibning, boring, boring og andre værktøjsmaskiner, hvilken slags delebearbejdningsprocedurer er de egnede til bearbejdning, du kan få en tegning Kan hurtigt bekræfte forarbejdningsprocedurerne for denne del, og hvilket udstyr der kræves at fuldføre disse behandlingsprocedurer, og derefter sammenligne det eksisterende udstyr på dit værksted for at foretage en vurdering af forarbejdningsevnen. Dette er en kvalificeret mekanisk bearbejdningsingeniør skal have. Samtidig, hvis der ikke er tilsvarende bearbejdningsudstyr til at fuldføre bearbejdningen af delen, er vi nødt til at overveje, om vi kan udvide bearbejdningsområdet for noget eksisterende udstyr gennem specialværktøj eller skærende værktøjer . Dette er for en god procesingeniør. Det er også et meget udfordrende emne. I mange tilfælde, så længe vi ikke giver op, er der altid flere måder at løse problemet på end svære.

2) Forarbejdningsområdet refererer hovedsageligt til forarbejdningsslaget for forarbejdningsudstyret på dit værksted, for selvom mange udstyrstyper er ens, har de specifikationer og størrelser. Bearbejdningsområdet for storstilet udstyr er naturligvis større. Når du får det Når du tegner en tegning, skal du hurtigt afgøre, om bearbejdningsudstyret på dit værksted er i stand til at bearbejde efter tegningens dispositionsmål. Lad os ikke diskutere nøjagtigheden af behandlingen, i det mindste bekræfte, at forarbejdningsslaget skal dække størrelsen af delen. Faktisk, hvad angår forarbejdningsområdet, kan vi stadig opnå forarbejdning af nogle forarbejdede dele, der overstiger udstyrets slaglængde med en installation, to fastspændinger og baseoverfladepositionering. Nøglen er at være modig i delenes behandlingsteknologi. Innovation og gennembrud.
3) Bearbejdningsnøjagtighed, du skal have en meget god forståelse af behandlingsnøjagtigheden af behandlingsudstyret på dit værksted, hvilken slags udstyr kan opnå hvilken behandlingsnøjagtighed, især i henhold til kravene i tegningerne for at opnå den tilsvarende behandlingsnøjagtighed, dette er meget vigtigt, ellers vil du ikke være i stand til at fuldføre kundens accept af din bearbejdningskvalitet. Hvis værktøjsmaskinens bearbejdningsnøjagtighed er blevet afviget, kan den erfarne mekaniske procesingeniør justere fastspændingsmetoden for emnet ved afvigelsesloven for værktøjsmaskinens bearbejdningsnøjagtighed Trin-for-trin-bearbejdning og flere inspektioner for at opnå effektiv bearbejdning af dele. Selvfølgelig er denne behandlingsmetode en sidste udvej under særlige omstændigheder. For udstyr med præcisionsafvigelser er det stadig nødvendigt
Rettidig reparation og vedligeholdelse er kongen, men en god procesingeniør skal være fleksibel og eklektisk. De vil altid være hjørnestenen og tilliden i deleforarbejdningsprocessen. Arbejderne på værkstedet behøver kun at se ham. Hvis du føler dig afhængig, ved du, at alt er under kontrol.
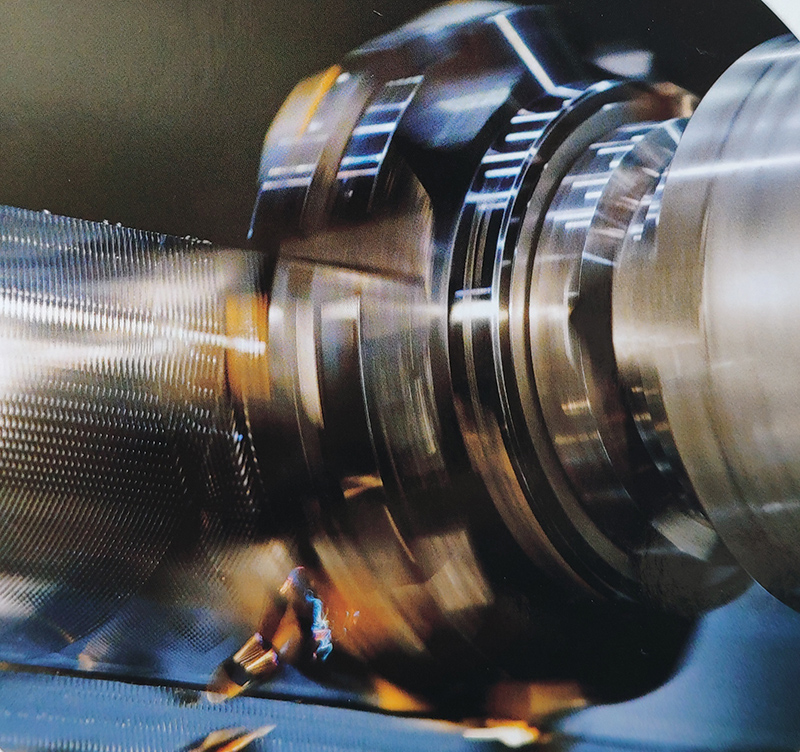
3. Bearbejdningsværktøj, hvilken slags værktøj bruges til bearbejdning af hvilke materialer, hvilken bearbejdningshastighed og tilspændingshastighed er udstyret, om der er behov for køling, og der bør være tilsvarende procedurer for grovbearbejdning, halvbearbejdning og efterbearbejdning. Transformationen af værktøjer og forarbejdningsparametre skal ikke kun sikre forarbejdningskvaliteten og forarbejdningseffektiviteten, men også tage hensyn til forarbejdningsomkostningerne, fordi dette altid er en forretningsadfærd, og det er uetisk at drive uden fortjeneste, og valget af værktøjer er meget stor. Viden, fordi det er tæt forbundet med fremstillingsomkostningerne for delene. Et godt værktøj kan ikke kun forbedre forarbejdningskvaliteten og forarbejdningseffektiviteten af delene, men også effektivt sikre værktøjsmaskinens stabilitet og holdbarhed. Samtidig kan det effektivt sikre cyklussen af delproduktionen, og det rimelige valg er en procesingeniørs grundlæggende færdighed, og det er også en dræberfærdighed for en procesingeniør. I vid udstrækning er denne færdighed fodret med penge, for først efter et stort værktøjseksperiment og bearbejdningsakkumulering kan man danne sin egen erfaring, og dets omkostninger. Højden og længden af cyklussen er skræmmende og ærefrygtindgydende.
4. Bearbejdningsarmaturer, i henhold til formen af dele og krav til bearbejdning nøjagtighed, design generelle eller specielle bearbejdningsarmaturer. Obligatoriske kurser og nødvendige færdigheder for enhver maskintekniker. Et godt armatur kan ikke kun forbedre bearbejdningseffektiviteten af dele, men også i høj grad. Forbedringen af bearbejdningsnøjagtigheden af dele kan også udvide bearbejdningsområdet for værktøjsmaskiner og reducere omkostningerne ved bearbejdning af dele. Især med udviklingen af videnskab og teknologi, især den hurtige udvikling af elektrisk styringsteknologi, har det nuværende værktøjsarmatur gradvist bevæget sig fremad i retning af automatisering, kombineret med design af pneumatiske og hydrauliske systemer, gennem brug af elektriske komponenter, en sæt af professionelle automatiserede armaturer er blevet et standardtilbehør i den moderne bearbejdningsproces, især til masseforarbejdede produkter, og et stort antal applikationer, der kræver automatiserede armaturer , Dette ikke forbedrer kun effektiviteten af arbejdernes fastspænding markant, men reducerer også i høj grad arbejdernes arbejdsintensitet, forbedrer arbejdsmiljøet og forbedrer driftssikkerheden. Samtidig har den også stor garanti for kvaliteten af delene.
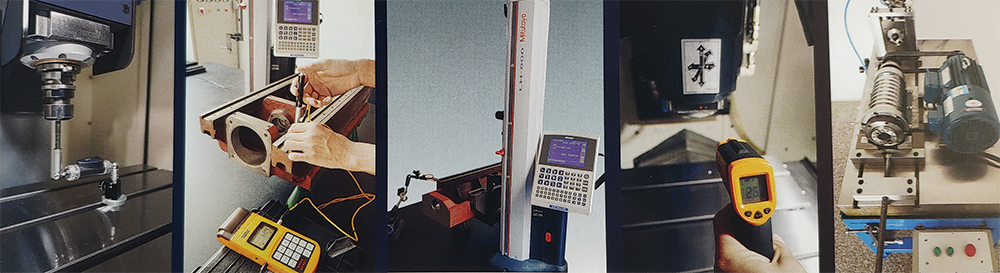
5. Behandling af inspektionsværktøjer. Faktisk tror mange, at færdiggørelsen af bearbejdningen af en del betyder, at arbejdet er afsluttet, og pengene kan samles ind og efterlades. Faktisk er dette en stor fejltagelse. Hver del og hver forarbejdningsprocedure skal udstyres med det tilsvarende. På denne måde kan forarbejdningskvaliteten af delene garanteres, og der skal foretages en omfattende kvalitetskontrol til sidst. I henhold til delenes størrelse og formtolerancekrav, ruhedsstandarder osv. kan der udføres en omfattende kvalitetsevaluering af delene. Først efter disse processer kan det siges, at behandlingen af hver del er afsluttet. Fra ansigtet til at bede kunder om penge, i gamle statsejede virksomheder vil hvert værksted være udstyret med en kvalitetsinspektionsstation som standard, og kvalitetsinspektionspersonalet har standarder for kvalitetsinspektion af emnerne.
Værktøjsudstyret og driftsprocedurerne er mere professionelle, og standardinspektionsdokumenter bruges som cirkulationscertifikat for delene. En god procesingeniør skal have en generel forståelse og kendskab til specifikationerne for kvalitetsinspektionen af delene, procedurerne og inspektionerne, kun på denne måde, Kun på denne måde kan vi formulere forarbejdningsteknologien af dele og producere kvalificerede produkter.
6. Kontroller omkostningerne ved forarbejdning af dele. Enhver mekanisk behandling, der ikke tæller omkostningerne, kaldes hooligans. Denne adfærd er ensbetydende med at dræbe høns og få æg. Det er ikke noget almindelige mennesker kan. En god mekanisk bearbejdningsingeniør kan ikke kun være perfekt For at fuldføre bearbejdningen af forskellige dele kan den også minimere omkostningerne ved hele bearbejdningsprocessen, så den kan anses for at udføre en mekanisk bearbejdningsingeniørs pligt. Enhver fantastisk teknologiingeniør, dens største værdi er forarbejdning af dele Mange mennesker tror, at omkostningskontrol er forståelsen af forarbejdningskvaliteten af dele. Faktisk er omkostninger og kvalitet i dagens markedsøkonomi blevet et tveægget sværd for virksomheder. Hvis du ikke er forsigtig, kan begge knive skade folk. Omkostningskontrollerbar behandlingskvalitet er den effektive behandlingskvalitet, ellers er det virkelig en hooligan.
If you'd like to speak to a member of the Anebon team, please get in touch at info@anebon.com
Indlægstid: 06-02-2021